

-
- 公司:
- 湘潭基准标点机械加工有限公司
-
- 联系:
- 罗先生
-
- 手机:
-
17607328508
-
- 地址:
- 长沙市雨花区环保科技产业园汽配路9号车间
-
- 网站:
- www.hnbmpm.com
本站共被浏览过 2362960 次


- 电路设计设计流程4420阅读 2021-03-23 08:06:03
- PCB特点?2469阅读 2021-03-23 08:04:48
- 电路板究竟是如何生产出来的?4367阅读 2021-03-23 08:03:42
- PCB设计中电源处理与平面分割4498阅读 2021-03-23 08:02:32
- PCB设计中焊盘的设计标准4346阅读 2021-03-23 08:01:21

公司动态
您所在的位置:首页 > 详细信息
PCB特点?
2021-03-23 08:04:48 2469次浏览
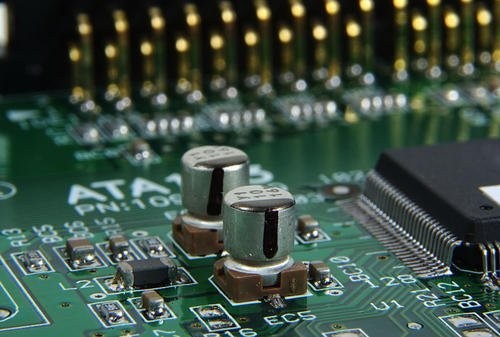
特点
PCB之所以能受到越来越广泛的应用,是因为它有很多独特的优点,大致如下:[2]
可高密度化
多年来,印制板的高密度一直能够随着集成电路集成度的提高和安装技术的进步而相应发展。[2]
高可靠性
通过一系列检查、测试和老化试验等技术手段,可以保证PCB长期(使用期一般为20年)而可靠地工作。[2]
可设计性
对PCB的各种性能(电气、物理、化学、机械等)的要求,可以通过设计标准化、规范化等来实现。这样设计时间短、效率高。[2]
可生产性
PCB采用现代化管理,可实现标准化、规模(量)化、自动化生产,从而保证产品质量的一致性。[2]
可测试性
建立了比较完整的测试方法、测试标准,可以通过各种测试设备与仪器等来检测并鉴定PCB产品的合格性和使用寿命。[2]
可组装性
PCB产品既便于各种元件进行标准化组装,又可以进行自动化、规模化的批量生产。另外,将PCB与其他各种元件进行整体组装,还可形成更大的部件、系统,直至整机。[2]
可维护性
由于PCB产品与各种元件整体组装的部件是以标准化设计与规模化生产的,因而,这些部件也是标准化的。所以,一旦系统发生故障,可以快速、方便、灵活地进行更换,迅速恢复系统的工作。[2]
PCB还有其他的一些优点,如使系统小型化、轻量化,信号传输高速化等。
-
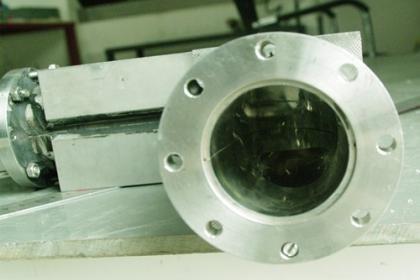
 非标准精密机械零件加工拆卸钳口,加工两个M4螺纹孔,将两块厚度为1.5mm的钢板与钳口平整,用铝铆钉铆接厚度为0.8mm的硬黄铜板,用M4埋头螺钉固定在钳口上,形成耐久的软钳口。这样可以保护精密机械零件不被夹住。非标准精密机械零件加工中常用21-07-30 16:27:01
非标准精密机械零件加工拆卸钳口,加工两个M4螺纹孔,将两块厚度为1.5mm的钢板与钳口平整,用铝铆钉铆接厚度为0.8mm的硬黄铜板,用M4埋头螺钉固定在钳口上,形成耐久的软钳口。这样可以保护精密机械零件不被夹住。非标准精密机械零件加工中常用21-07-30 16:27:01 -
 机器的生产过程是指从原材料(或半成品)制成产品的全部过程。对机器生产而言包括原材料的运输和保存,生产的准备,毛坯的制造,零件的加工和热处理,产品的装配、及调试,油漆和包装等内容。生产过程的内容十分广泛,现代企业用系统工程学的原理和方法组织生21-08-11 17:18:01
机器的生产过程是指从原材料(或半成品)制成产品的全部过程。对机器生产而言包括原材料的运输和保存,生产的准备,毛坯的制造,零件的加工和热处理,产品的装配、及调试,油漆和包装等内容。生产过程的内容十分广泛,现代企业用系统工程学的原理和方法组织生21-08-11 17:18:01 -
 理论上来说槽刀割环、车内孔的工艺加工时间较短。整个工件外圆加工、二端面加工、孔的精加工耗时都是一样的,所以只考虑孔的粗加工。为计算方便起见主轴转速都取500转/分钟(V=65米/分钟)。钻孔、粗车孔进给量取0.2毫米/转,每分钟进给量10021-08-23 09:48:01
理论上来说槽刀割环、车内孔的工艺加工时间较短。整个工件外圆加工、二端面加工、孔的精加工耗时都是一样的,所以只考虑孔的粗加工。为计算方便起见主轴转速都取500转/分钟(V=65米/分钟)。钻孔、粗车孔进给量取0.2毫米/转,每分钟进给量10021-08-23 09:48:01 -
 在安排粗、精车削用量时,应留心机床说明书给定的答应切削用量规划。关于主轴选用交流变频调速的数控车床,由于主轴在低转速时扭矩降低,尤其应留心此时的切削用量选择。 总之,切削用量的具体数值应根据机床功能,相关的手册并结合实际经历用模拟办法承认。21-07-30 14:12:01
在安排粗、精车削用量时,应留心机床说明书给定的答应切削用量规划。关于主轴选用交流变频调速的数控车床,由于主轴在低转速时扭矩降低,尤其应留心此时的切削用量选择。 总之,切削用量的具体数值应根据机床功能,相关的手册并结合实际经历用模拟办法承认。21-07-30 14:12:01 -
 机械加工是指通过一种机械设备对工件的外形尺寸或性能进行改变的过程。按加工方式上的差别可分为切削加工和压力加工。机加工车间可采用CAD/CAM(计算机辅助设计计算机辅助制造)系统对数控机床自动编程。零件的几何形状从CAD系统自动转换到CAM系21-08-11 16:45:01
机械加工是指通过一种机械设备对工件的外形尺寸或性能进行改变的过程。按加工方式上的差别可分为切削加工和压力加工。机加工车间可采用CAD/CAM(计算机辅助设计计算机辅助制造)系统对数控机床自动编程。零件的几何形状从CAD系统自动转换到CAM系21-08-11 16:45:01 -
 1.钣金加工技术在数控冲床中的应用前景。 钣金加工具体指的是传统的切割下料、冲裁加工、弯压成形等方法和工艺参数,也包括各种冷冲压模具结构和工艺参数、各种设备的工作原理和操作方法,以及新的冲压技术和工艺参数,简单概括就是对金属板进行加工。CN21-07-29 09:09:01
1.钣金加工技术在数控冲床中的应用前景。 钣金加工具体指的是传统的切割下料、冲裁加工、弯压成形等方法和工艺参数,也包括各种冷冲压模具结构和工艺参数、各种设备的工作原理和操作方法,以及新的冲压技术和工艺参数,简单概括就是对金属板进行加工。CN21-07-29 09:09:01 -
 钣金具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用,例如在电脑机箱、手机、MP3中,钣金是必不可少的组成部分。1、钣金加工功率密度高:工件吸收钣金加工后21-08-11 17:30:01
钣金具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用,例如在电脑机箱、手机、MP3中,钣金是必不可少的组成部分。1、钣金加工功率密度高:工件吸收钣金加工后21-08-11 17:30:01 -
 1.需要进行涂装的湖南机械加工工件外表在涂装前,有必要将铁锈、氧化皮、油脂、尘埃、泥土、盐和污物等去除。2.除锈前,先用有机溶剂、碱液、乳化剂、蒸汽等除去工件外表的油脂、污垢。3.经喷丸或手艺除锈的待涂外表与涂底漆的时间距离不得多于6h。420-09-11 09:42:01
1.需要进行涂装的湖南机械加工工件外表在涂装前,有必要将铁锈、氧化皮、油脂、尘埃、泥土、盐和污物等去除。2.除锈前,先用有机溶剂、碱液、乳化剂、蒸汽等除去工件外表的油脂、污垢。3.经喷丸或手艺除锈的待涂外表与涂底漆的时间距离不得多于6h。420-09-11 09:42:01 -
操控好工艺的热变形。是cnc加工中心是高速切削的加工设备,加工过程中会发生大量的热,应该减少热源的发热和隔离热源,添加消除内应力的热处理工序; 加工过失的巨细反映了加工精度的凹凸,过失越大加工精度越低,过失越小加工精度越高。减少传动链传动过21-07-30 16:00:02
-
 工步是在加工表面不变、加工工具不变、切削用量不变的条件下走刀又叫工作行程,是加工工具在加工表面上加工一次所完成的工步。制定机械加工工艺过程,必须确定该工件要经过几道工序以及工序进行的先后顺序,仅列出主要工序名称及其加工顺序的简略工艺过程,称20-12-03 08:39:01
工步是在加工表面不变、加工工具不变、切削用量不变的条件下走刀又叫工作行程,是加工工具在加工表面上加工一次所完成的工步。制定机械加工工艺过程,必须确定该工件要经过几道工序以及工序进行的先后顺序,仅列出主要工序名称及其加工顺序的简略工艺过程,称20-12-03 08:39:01 -
 合理选择机械加工设备。粗加工的首要工序是堵截大部分加工余量,不要求更高的加工精度。因此,粗加工机床只需求高功率、低精度加工。精加工需求更精密的机床。在不同的机床上进行粗、精加工,不只能够充分发挥设备的功用,而且能够延伸精密机床的使用寿命。非21-08-23 09:45:01
合理选择机械加工设备。粗加工的首要工序是堵截大部分加工余量,不要求更高的加工精度。因此,粗加工机床只需求高功率、低精度加工。精加工需求更精密的机床。在不同的机床上进行粗、精加工,不只能够充分发挥设备的功用,而且能够延伸精密机床的使用寿命。非21-08-23 09:45:01 -
 高精密cnc加工的结构数控车也是由主轴箱、刀架、进给传动系统、床身,液压系统、冷却系统、光滑系统等部分组成的,只是数控车床的进给系统与卧式车床的进给系统在结构上存在着本质上的不同,典型数控车床的机械结构组成图。卧式车床主轴的运动通过挂轮架、21-07-30 17:24:01
高精密cnc加工的结构数控车也是由主轴箱、刀架、进给传动系统、床身,液压系统、冷却系统、光滑系统等部分组成的,只是数控车床的进给系统与卧式车床的进给系统在结构上存在着本质上的不同,典型数控车床的机械结构组成图。卧式车床主轴的运动通过挂轮架、21-07-30 17:24:01 -
 工业革命以前,机械大都是由木工手工制成的木结构,金属(主要是钢和铁)仅用以制造仪器、钟表、锁、泵和木结构机械上的小型零件。金属加工主要靠机匠的精工细作以达到需要的精度。随着蒸汽机的广泛使用以及随之出现的矿山、冶金、轮船和机车等大型机械的发展20-12-03 09:09:01
工业革命以前,机械大都是由木工手工制成的木结构,金属(主要是钢和铁)仅用以制造仪器、钟表、锁、泵和木结构机械上的小型零件。金属加工主要靠机匠的精工细作以达到需要的精度。随着蒸汽机的广泛使用以及随之出现的矿山、冶金、轮船和机车等大型机械的发展20-12-03 09:09:01 -
 钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加21-08-11 17:24:01
钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加21-08-11 17:24:01 -
 一、机械加工误差的概念 长沙机械加工差错是指零件加工后的实践几许参数(几许尺度、几许形状和彼此方位)与抱负几许参数之间差错的程度。零件加工后实践几许参数与抱负几许参数之间的契合程度即为加工精度。加工差错越小,契合程度越高,加工精度就越高。20-08-11 01:21:23
一、机械加工误差的概念 长沙机械加工差错是指零件加工后的实践几许参数(几许尺度、几许形状和彼此方位)与抱负几许参数之间差错的程度。零件加工后实践几许参数与抱负几许参数之间的契合程度即为加工精度。加工差错越小,契合程度越高,加工精度就越高。20-08-11 01:21:23 -
 非标准精密机械零件加工拆卸钳口,加工两个M4螺纹孔,将两块厚度为1.5mm的钢板与钳口平整,用铝铆钉铆接厚度为0.8mm的硬黄铜板,用M4埋头螺钉固定在钳口上,形成耐久的软钳口。这样可以保护精密机械零件不被夹住。操控好工艺的热变形。是cnc21-07-30 17:18:01
非标准精密机械零件加工拆卸钳口,加工两个M4螺纹孔,将两块厚度为1.5mm的钢板与钳口平整,用铝铆钉铆接厚度为0.8mm的硬黄铜板,用M4埋头螺钉固定在钳口上,形成耐久的软钳口。这样可以保护精密机械零件不被夹住。操控好工艺的热变形。是cnc21-07-30 17:18:01 -
 1.需要进行涂装的湖南机械加工工件外表在涂装前,有必要将铁锈、氧化皮、油脂、尘埃、泥土、盐和污物等去除。2.除锈前,先用有机溶剂、碱液、乳化剂、蒸汽等除去工件外表的油脂、污垢。3.经喷丸或手艺除锈的待涂外表与涂底漆的时间距离不得多于6h。420-09-11 08:57:01
1.需要进行涂装的湖南机械加工工件外表在涂装前,有必要将铁锈、氧化皮、油脂、尘埃、泥土、盐和污物等去除。2.除锈前,先用有机溶剂、碱液、乳化剂、蒸汽等除去工件外表的油脂、污垢。3.经喷丸或手艺除锈的待涂外表与涂底漆的时间距离不得多于6h。420-09-11 08:57:01 -
将所需垫铁放入机床地脚孔下、螺杆穿入内,用螺母夹持地脚,放置螺母与机床接触。由于橡胶的蠕变现象,在垫铁次运用时,两星期今后再调度一次机床水平。CNC加工大量削减工装数量,加工形状凌乱的零件不需要凌乱的工装。如要改变零件的形状和尺度,只需要修21-07-30 16:30:01
-
 机械加工不仅是指工业生产中的加工需要,同时机械加工也为我们的日常生活提供了各种各样的产品,由于日常生活中的市场需求复杂,决定了机械加工在此领域的生产难度非常大。伴随着人们生活水平的提高,对机械加工的技术先进性的要求也越来越高,机械加工产品的21-08-30 09:57:02
机械加工不仅是指工业生产中的加工需要,同时机械加工也为我们的日常生活提供了各种各样的产品,由于日常生活中的市场需求复杂,决定了机械加工在此领域的生产难度非常大。伴随着人们生活水平的提高,对机械加工的技术先进性的要求也越来越高,机械加工产品的21-08-30 09:57:02 -
 钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加21-09-03 09:48:01
钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加21-09-03 09:48:01
被浏览过 2362960 次 版权所有:湘潭基准标点机械加工有限公司(ID:10982054) 技术支持:胡俊芝
第11年

