

-
- 公司:
- 湘潭基准标点机械加工有限公司
-
- 联系:
- 罗先生
-
- 手机:
-
17607328508
-
- 地址:
- 长沙市雨花区环保科技产业园汽配路9号车间
-
- 网站:
- www.hnbmpm.com


- 电路设计设计流程4290阅读 2021-03-23 08:06:03
- PCB特点?2373阅读 2021-03-23 08:04:48
- 电路板究竟是如何生产出来的?4237阅读 2021-03-23 08:03:42
- PCB设计中电源处理与平面分割4357阅读 2021-03-23 08:02:32
- PCB设计中焊盘的设计标准4210阅读 2021-03-23 08:01:21

布线时主要按以下原则进行
2021-03-23 07:59:06 4229次浏览

布线时主要按以下原则进行:
①.一般情况下,首先应对电源线和地线进行布线,以保证电路板的电气性能。在条件允许的范围内,尽量加宽电源、地线宽度,是地线比电源线宽,它们的关系是:地线>电源线>信号线,通常信号线宽为:0.2~0.3mm,细宽度可达0.05~0.07mm,电源线一般为1.2~2.5mm。对数字电路的PCB可用宽的地导线组成一个回路,即构成一个地网来使用(模拟电路的地则不能这样使用);
②.预先对要求比较严格的线(如高频线)进行布线,输入端与输出端的边线应避免相邻平行,以免产生反射干扰。必要时应加地线隔离,两相邻层的布线要互相垂直,平行容易产生寄生耦合;
③.振荡器外壳接地,时钟线要尽量短,且不能引得到处都是。时钟振荡电路下面、特殊高速逻辑电路部分要加大地的面积,而不应该走其它信号线,以使周围电场趋近于零;
④.尽可能采用45o的折线布线,不可使用90o折线,以减小高频信号的辐射;(要求高的线还要用双弧线);
⑤.任何信号线都不要形成环路,如不可避免,环路应尽量小;信号线的过孔要尽量少;
⑥.关键的线尽量短而粗,并在两边加上保护地;
⑦.通过扁平电缆传送敏感信号和噪声场带信号时,要用“地线-信号-地线”的方式引出;
⑧.关键信号应预留测试点,以方便生产和维修检测用;
⑨.原理图布线完成后,应对布线进行优化;同时,经初步网络检查和DRC检查无误后,对未布线区域进行地线填充,用大面积铜层作地线用,在印制板上把没被用上的地方都与地相连接作为地线用。或是做成多层板,电源,地线各占用一层。
-
 机加工是一种用加工机械对工件的外形尺寸或性能进行改变的过程。按被加工的工件处于的温度状态,分为冷加工和热加工。一般在常温下加工,并且不引起工件的化学或物相变化,称冷加工。一般在高于或低于常温状态的加工,会引起工件的化学或物相变化20-07-29 10:34:03
机加工是一种用加工机械对工件的外形尺寸或性能进行改变的过程。按被加工的工件处于的温度状态,分为冷加工和热加工。一般在常温下加工,并且不引起工件的化学或物相变化,称冷加工。一般在高于或低于常温状态的加工,会引起工件的化学或物相变化20-07-29 10:34:03 -
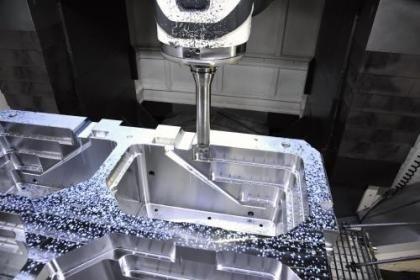
 湘潭机加工,产品畅销全国 面议一般CNC加工通常是指计算机数字化控制精密机械加工,CNC加工车床、CNC加工铣床、CNC加工镗铣床等。CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加21-12-07 17:12:01
湘潭机加工,产品畅销全国 面议一般CNC加工通常是指计算机数字化控制精密机械加工,CNC加工车床、CNC加工铣床、CNC加工镗铣床等。CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加21-12-07 17:12:01 -
 卧式CNC加工。 皮带轮传动时,如果皮带轮与轮轴之间滑动,可以在轮轴上用圆圈15~18mm的钻头切开一系列的窝,形成吸附力,防止滑动。 非标准精密机械零件加工中常用的小技术。 工件通常在夹紧前定位,但对于某些工件,夹紧会导致工件变形。因此,21-09-03 10:21:01
卧式CNC加工。 皮带轮传动时,如果皮带轮与轮轴之间滑动,可以在轮轴上用圆圈15~18mm的钻头切开一系列的窝,形成吸附力,防止滑动。 非标准精密机械零件加工中常用的小技术。 工件通常在夹紧前定位,但对于某些工件,夹紧会导致工件变形。因此,21-09-03 10:21:01 -
 数控车床生产加工中,因为数控刀片和工装夹具在受外力作用和生产加工中造成的发热量等外部要素的危害下,数控车床的几何图形精密度遭受危害,数控车床上生产加工的零部件造成几何图形形变,可能会导致造成几何图形偏差。数控车床的走刀系统软件一般由齿轮传动21-08-23 10:06:01
数控车床生产加工中,因为数控刀片和工装夹具在受外力作用和生产加工中造成的发热量等外部要素的危害下,数控车床的几何图形精密度遭受危害,数控车床上生产加工的零部件造成几何图形形变,可能会导致造成几何图形偏差。数控车床的走刀系统软件一般由齿轮传动21-08-23 10:06:01 -
 机械加工的工艺基准包含定位基准,在数控车床进行加工时车床或许夹具所运用的定位基准。测量基准,这一基准一般指代的是在查验时需求恪守的尺寸或许方位的标准。安装基准,这一基准咱们一般是指在进行安装工艺的时候零件的方位标准。 机械加工需求出产稳定的21-08-30 10:03:01
机械加工的工艺基准包含定位基准,在数控车床进行加工时车床或许夹具所运用的定位基准。测量基准,这一基准一般指代的是在查验时需求恪守的尺寸或许方位的标准。安装基准,这一基准咱们一般是指在进行安装工艺的时候零件的方位标准。 机械加工需求出产稳定的21-08-30 10:03:01 -
 快速成形机械加工技术快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术以及CAD技术等现代的科技成果21-04-02 11:27:01
快速成形机械加工技术快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术以及CAD技术等现代的科技成果21-04-02 11:27:01 -
 CNC加工和车床加工不同,加工中心加工时由于工具转动,便不可能在加工中及时掌握刀尖的情况来调节进刀量等。也不可能象数控车床那样可以只调节数控按扭就可以改变加工直径。这便成了完全自动化加工的一个很大的障碍。也正因为加工中心不具有自动加工直径调21-08-23 10:36:02
CNC加工和车床加工不同,加工中心加工时由于工具转动,便不可能在加工中及时掌握刀尖的情况来调节进刀量等。也不可能象数控车床那样可以只调节数控按扭就可以改变加工直径。这便成了完全自动化加工的一个很大的障碍。也正因为加工中心不具有自动加工直径调21-08-23 10:36:02 -
 1.需要进行涂装的湖南机械加工工件外表在涂装前,有必要将铁锈、氧化皮、油脂、尘埃、泥土、盐和污物等去除。2.除锈前,先用有机溶剂、碱液、乳化剂、蒸汽等除去工件外表的油脂、污垢。3.经喷丸或手艺除锈的待涂外表与涂底漆的时间距离不得多于6h。420-09-11 09:57:01
1.需要进行涂装的湖南机械加工工件外表在涂装前,有必要将铁锈、氧化皮、油脂、尘埃、泥土、盐和污物等去除。2.除锈前,先用有机溶剂、碱液、乳化剂、蒸汽等除去工件外表的油脂、污垢。3.经喷丸或手艺除锈的待涂外表与涂底漆的时间距离不得多于6h。420-09-11 09:57:01 -
 加工需要的机械由数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走 丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工, 此类机械擅长精密零件的车、铣、刨、磨等加工,可以加工各种21-12-07 16:54:01
加工需要的机械由数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走 丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工, 此类机械擅长精密零件的车、铣、刨、磨等加工,可以加工各种21-12-07 16:54:01 -
 机械加工工艺流程是工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺流程。比如一个普通零件的加工工艺流程是粗加工-精加工-装配-检验-包装,就是个加工的笼统的流程。步骤内21-07-24 12:03:02
机械加工工艺流程是工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺流程。比如一个普通零件的加工工艺流程是粗加工-精加工-装配-检验-包装,就是个加工的笼统的流程。步骤内21-07-24 12:03:02 -
 卧式CNC加工。皮带轮传动时,如果皮带轮与轮轴之间滑动,可以在轮轴上用圆圈15~18mm的钻头切开一系列的窝,形成吸附力,防止滑动。非标准精密机械零件加工中常用的小技术。工件通常在夹紧前定位,但对于某些工件,夹紧会导致工件变形。因此,对于这21-07-30 14:30:01
卧式CNC加工。皮带轮传动时,如果皮带轮与轮轴之间滑动,可以在轮轴上用圆圈15~18mm的钻头切开一系列的窝,形成吸附力,防止滑动。非标准精密机械零件加工中常用的小技术。工件通常在夹紧前定位,但对于某些工件,夹紧会导致工件变形。因此,对于这21-07-30 14:30:01 -
 金属板材加工就叫钣金加工。具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天圆地方、漏斗形等,主要工序有剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。钣金件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加21-09-03 10:57:01
金属板材加工就叫钣金加工。具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天圆地方、漏斗形等,主要工序有剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。钣金件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加21-09-03 10:57:01 -
 金属板材加工就叫钣金加工。具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天圆地方、漏斗形等,主要工序有剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。钣金件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加21-08-11 16:48:01
金属板材加工就叫钣金加工。具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天圆地方、漏斗形等,主要工序有剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。钣金件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加21-08-11 16:48:01 -
 机械加工工艺基准能够依照不同工艺分为:铸造,锻造,冲压,焊接,热处理,机加工,安装等等类别,是指整个零件的数控加工与机器安装过程的总称。而其他的如清洗、查验、设备维护,油封等等都仅仅只是辅佐过程,车削的方法改变了原料或半成品的表面功能,职业21-08-30 08:45:01
机械加工工艺基准能够依照不同工艺分为:铸造,锻造,冲压,焊接,热处理,机加工,安装等等类别,是指整个零件的数控加工与机器安装过程的总称。而其他的如清洗、查验、设备维护,油封等等都仅仅只是辅佐过程,车削的方法改变了原料或半成品的表面功能,职业21-08-30 08:45:01 -
 对于高效率的金属切削加工来说,被加工材料、切削工具、切削条件是三大要素。这些决定着加工时间、刀具寿命和加工质量。经济有效的加工方式必然是合理的选择了切削条件。切削条件的三要素:切削速度、进给量和切深直接引起刀具的损伤。伴随着切削速度的提高,20-09-11 09:24:02
对于高效率的金属切削加工来说,被加工材料、切削工具、切削条件是三大要素。这些决定着加工时间、刀具寿命和加工质量。经济有效的加工方式必然是合理的选择了切削条件。切削条件的三要素:切削速度、进给量和切深直接引起刀具的损伤。伴随着切削速度的提高,20-09-11 09:24:02 -
 cnc加工部位相互间的位置尺寸。在检查完位置尺寸后要对粗加工的形状尺进行测量(圆弧除外)。零件经过粗加工确认后进行精加工。精加工前对图纸部位的形状尺寸进自检:对垂直面的加工部位检测其基本长宽尺寸;对斜面的加工部位测量图纸上标出的基点尺寸。完20-12-03 10:09:01
cnc加工部位相互间的位置尺寸。在检查完位置尺寸后要对粗加工的形状尺进行测量(圆弧除外)。零件经过粗加工确认后进行精加工。精加工前对图纸部位的形状尺寸进自检:对垂直面的加工部位检测其基本长宽尺寸;对斜面的加工部位测量图纸上标出的基点尺寸。完20-12-03 10:09:01 -
 磨削 研磨加工主要依靠砂轮和磨具对工件进行加工,依靠砂轮的转动。 磨削时,砂轮对工件表面的磨粒主要起切削、刻削和滑擦三种作用。 砂粒本身也由尖逐渐磨钝,切削作用变差,切削力增大。 所以在磨削一定时间后,需要用金刚石车刀等工具来修整砂轮。非标21-09-03 08:36:01
磨削 研磨加工主要依靠砂轮和磨具对工件进行加工,依靠砂轮的转动。 磨削时,砂轮对工件表面的磨粒主要起切削、刻削和滑擦三种作用。 砂粒本身也由尖逐渐磨钝,切削作用变差,切削力增大。 所以在磨削一定时间后,需要用金刚石车刀等工具来修整砂轮。非标21-09-03 08:36:01 -
 最后以材质要求做防止生锈的表面电镀工艺处理。这样小螺丝诞生了,每个程序都要认真对待。在紧固件市场上,一般的普通零件不能满足高端消费者的要求,但是只要有型号和图纸,我们都可以通过五金件cnc加工或普通车床加工,制成我们想要的各种需要的部件,零20-12-03 09:30:01
最后以材质要求做防止生锈的表面电镀工艺处理。这样小螺丝诞生了,每个程序都要认真对待。在紧固件市场上,一般的普通零件不能满足高端消费者的要求,但是只要有型号和图纸,我们都可以通过五金件cnc加工或普通车床加工,制成我们想要的各种需要的部件,零20-12-03 09:30:01 -
 合理选择刀具1)粗车时,要选强度高、耐用度好的刀具,以便满足粗车时大背吃刀量、大进给量的要求。2)精车时,要选精度高、耐用度好的刀具,以保证加工精度的要求。3)为减少换刀时间和方便对刀,应尽量采用机夹刀和机夹刀片。曲线和概括操控的杂乱零件的20-09-11 08:45:01
合理选择刀具1)粗车时,要选强度高、耐用度好的刀具,以便满足粗车时大背吃刀量、大进给量的要求。2)精车时,要选精度高、耐用度好的刀具,以保证加工精度的要求。3)为减少换刀时间和方便对刀,应尽量采用机夹刀和机夹刀片。曲线和概括操控的杂乱零件的20-09-11 08:45:01 -
 随着现代机械加工的快速发展,机械加工技术快速发展,慢慢的涌现出了许多先进的机械加工技术方法,比如微型机械加工技术、快速成形技术、精密超精密加工技术等。微型机械加工技术随着微/纳米科学与技术的发展,以本身形状尺寸微小或操作尺度极小为特征的微机21-04-02 09:39:01
随着现代机械加工的快速发展,机械加工技术快速发展,慢慢的涌现出了许多先进的机械加工技术方法,比如微型机械加工技术、快速成形技术、精密超精密加工技术等。微型机械加工技术随着微/纳米科学与技术的发展,以本身形状尺寸微小或操作尺度极小为特征的微机21-04-02 09:39:01
被浏览过 2292311 次 版权所有:湘潭基准标点机械加工有限公司(ID:10982054) 技术支持:胡俊芝
第11年

