

-
- 公司:
- 湘潭基准标点机械加工有限公司
-
- 联系:
- 罗先生
-
- 手机:
-
17607328508
-
- 地址:
- 长沙市雨花区环保科技产业园汽配路9号车间
-
- 网站:
- www.hnbmpm.com


- 电路设计设计流程4324阅读 2021-03-23 08:06:03
- PCB特点?2396阅读 2021-03-23 08:04:48
- 电路板究竟是如何生产出来的?4274阅读 2021-03-23 08:03:42
- PCB设计中电源处理与平面分割4400阅读 2021-03-23 08:02:32
- PCB设计中焊盘的设计标准4250阅读 2021-03-23 08:01:21

湘潭自动车床加工,质优价廉
2024-04-22 03:00:01 766次浏览

价 格:面议
理论上来说槽刀割环、车内孔的工艺加工时间较短。
整个工件外圆加工、二端面加工、孔的精加工耗时都是一样的,所以只考虑孔的粗加工。
为计算方便起见主轴转速都取500转/分钟(V=65米/分钟)。
钻孔、粗车孔进给量取0.2毫米/转,每分钟进给量100毫米/分钟。
端面割槽径65毫米,进给量取0.05毫米/转,每分钟进给量25毫米/分钟。
钻孔走刀长度50毫米(包括钻尖顶锥长),共需切削时间0.5分钟。钻孔后余量35毫米,分六次粗车共240毫米长,共需切削时间2.4分钟。共用时2.9分钟。
端面割槽走刀长度40毫米,共需切削时间1.6分钟。端面割槽后余量10毫米,分二次粗车共80毫米长,共需切削时间0.8分钟。共用时2.4分钟。
实际切削中,查到的线速度还可以提高,所以端面割环槽工艺时间还可以缩短。
具体实施时,还必须看工件批量、刀具成本及内圆块的处理等多方面的因素。
数控车床的有效采用。在数控车床上加工零件时考虑到的要素关键有:毛胚的原材料和类、零件轮廊样子复杂性、规格尺寸、加工精密度、零件总数、热处理工艺规定等。
数控车床的有效采用。在数控车床上加工零件时考虑到的要素关键有:毛胚的原材料和类、零件轮廊样子复杂性、规格尺寸、加工精密度、零件总数、热处理工艺规定等。
加工方式 的挑选。加工方式 的挑选标准是确保加工表层的加工精密度和外表粗糙度的规定。
加工计划方案明确的标准。零件上较为高精密表层的加工,经常是根据粗加工、半精加工和精加工逐渐做到的。
工艺流程流程的区划。在数控车床上加工零件工艺流程能够较为集中化,在一次夹装中尽量进行绝大多数或所有工艺流程。
零件的安裝与工装夹具的挑选。零件的安裝务求设计方案、加工工艺与程序编写测算的标准统一,防止选用占机人力调节式加工计划方案,尽量在一次定位夹装后,加工出所有待加工表层。
-
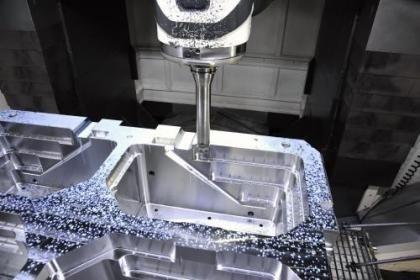
 机械加工本质上是一种过程,一种应用。相应的机械设备和技术,对设备零部件的几何参数或者性能进行再改造的过程。经过这一过程的加工,设备零部件就会投入到设备生产中。机械加工的质量优质度和外形度是决定产品价值的关键因素。同时在保证加工质量优质度和外21-08-30 10:51:01
机械加工本质上是一种过程,一种应用。相应的机械设备和技术,对设备零部件的几何参数或者性能进行再改造的过程。经过这一过程的加工,设备零部件就会投入到设备生产中。机械加工的质量优质度和外形度是决定产品价值的关键因素。同时在保证加工质量优质度和外21-08-30 10:51:01 -
 机械较神奇的当地在于,能为日常日子带来了很大便当。大到轿车,小到菜刀,你知道它们的零件是怎么加工出来的吗?和湖南机械加工厂家一起,来了解5种机械加工常用的方法。 1、车削加工 工厂为什么又名车间?这“车”指的就是车削加工了。车削的关键20-08-11 01:33:26
机械较神奇的当地在于,能为日常日子带来了很大便当。大到轿车,小到菜刀,你知道它们的零件是怎么加工出来的吗?和湖南机械加工厂家一起,来了解5种机械加工常用的方法。 1、车削加工 工厂为什么又名车间?这“车”指的就是车削加工了。车削的关键20-08-11 01:33:26 -
 机械加工的工艺基准包含定位基准,在数控车床进行加工时车床或许夹具所运用的定位基准。测量基准,这一基准一般指代的是在查验时需求恪守的尺寸或许方位的标准。安装基准,这一基准咱们一般是指在进行安装工艺的时候零件的方位标准。 机械加工需求出产稳定的21-08-30 09:48:01
机械加工的工艺基准包含定位基准,在数控车床进行加工时车床或许夹具所运用的定位基准。测量基准,这一基准一般指代的是在查验时需求恪守的尺寸或许方位的标准。安装基准,这一基准咱们一般是指在进行安装工艺的时候零件的方位标准。 机械加工需求出产稳定的21-08-30 09:48:01 -
 机械零件加工的现状是供不应求,但是不能为了求量而忽视了质,现在的机械零件加工需要满足形状精度、尺寸精度、位置精度三个特点才能符合市场需求,保持持续的发展状态。通过对2020年机械零部件加工行业现状及前景分析内容显示,我国的机械零件加工还有很20-11-18 16:09:01
机械零件加工的现状是供不应求,但是不能为了求量而忽视了质,现在的机械零件加工需要满足形状精度、尺寸精度、位置精度三个特点才能符合市场需求,保持持续的发展状态。通过对2020年机械零部件加工行业现状及前景分析内容显示,我国的机械零件加工还有很20-11-18 16:09:01 -
 铣床,这些是Z通用的和有益的机床,因为它们有能力履行各种切割运行操作.可供选择中的很多铣床都有很多可以利用的功能。(铣床从19世纪60年代开始发展).基本类型概述如下.膝关节和柱式铣床是最常见的,常用于一般用途的加工.铣刀所连接的主轴可以是21-03-19 15:34:30
铣床,这些是Z通用的和有益的机床,因为它们有能力履行各种切割运行操作.可供选择中的很多铣床都有很多可以利用的功能。(铣床从19世纪60年代开始发展).基本类型概述如下.膝关节和柱式铣床是最常见的,常用于一般用途的加工.铣刀所连接的主轴可以是21-03-19 15:34:30 -
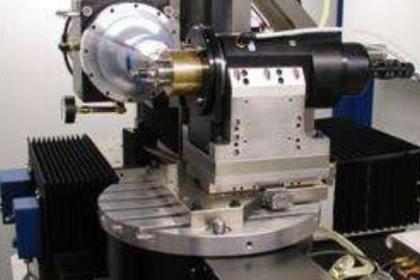
 在大型CNC加工中心进给传动系统中,普遍采用滚珠丝杠副、静压丝杠螺母副、滚动导轨、静压导轨和塑料导轨。所以进给传动链有故障,主要反映是运动质量下降。如:机械部件未运动到规定位置、运行中断、定位精度下降、反向间隙增大、爬行、轴承噪声变大(撞车21-08-23 09:39:01
在大型CNC加工中心进给传动系统中,普遍采用滚珠丝杠副、静压丝杠螺母副、滚动导轨、静压导轨和塑料导轨。所以进给传动链有故障,主要反映是运动质量下降。如:机械部件未运动到规定位置、运行中断、定位精度下降、反向间隙增大、爬行、轴承噪声变大(撞车21-08-23 09:39:01 -
 非标准精密机械零件加工拆卸钳口,加工两个M4螺纹孔,将两块厚度为1.5mm的钢板与钳口平整,用铝铆钉铆接厚度为0.8mm的硬黄铜板,用M4埋头螺钉固定在钳口上,形成耐久的软钳口。这样可以保护精密机械零件不被夹住。从软件上讲,它是一个操作员的21-09-03 10:27:02
非标准精密机械零件加工拆卸钳口,加工两个M4螺纹孔,将两块厚度为1.5mm的钢板与钳口平整,用铝铆钉铆接厚度为0.8mm的硬黄铜板,用M4埋头螺钉固定在钳口上,形成耐久的软钳口。这样可以保护精密机械零件不被夹住。从软件上讲,它是一个操作员的21-09-03 10:27:02 -
 加工需要的机械由数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走 丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工, 此类机械擅长精密零件的车、铣、刨、磨等加工,可以加工各种20-11-18 15:36:01
加工需要的机械由数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走 丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工, 此类机械擅长精密零件的车、铣、刨、磨等加工,可以加工各种20-11-18 15:36:01 -
CNC加工和车床加工不同,加工中心加工时由于工具转动,便不可能在加工中及时掌握刀尖的情况来调节进刀量等。也不可能象数控车床那样可以只调节数控按扭就可以改变加工直径。这便成了完全自动化加工的一个很大的障碍。也正因为加工中心不具有自动加工直径调21-08-23 09:45:01
-
 机械加工的优质性特点是机械加工的质量保障。机械制造业的发展,也带动了高端设备仪表的研发水平。研发水平的提高对机械加工的质量要求越来越高。现阶段机械加工质量好坏主要体现在零部件加工过程后零部件表面质量。零部件经过机械加工后,会在零部件表面形成21-09-03 10:03:01
机械加工的优质性特点是机械加工的质量保障。机械制造业的发展,也带动了高端设备仪表的研发水平。研发水平的提高对机械加工的质量要求越来越高。现阶段机械加工质量好坏主要体现在零部件加工过程后零部件表面质量。零部件经过机械加工后,会在零部件表面形成21-09-03 10:03:01 -
 怎么解决钣金加工的变形 钣金加工是钣金产品成型的重要工序。在钣金加工过程中,应注意钣金工件的变形。那么如何解决钣金加工的变形问题呢? 1.在保证工件结构基本形状的情况下,可以减少工件的焊接数量。 2.平衡焊点,尽量避免将焊点集中在某个小区域21-07-29 08:51:02
怎么解决钣金加工的变形 钣金加工是钣金产品成型的重要工序。在钣金加工过程中,应注意钣金工件的变形。那么如何解决钣金加工的变形问题呢? 1.在保证工件结构基本形状的情况下,可以减少工件的焊接数量。 2.平衡焊点,尽量避免将焊点集中在某个小区域21-07-29 08:51:02 -
 激光打孔技术是激光材料加工技术中早实现实用化的激光技术。钣金车间中激光打孔一般采用的是脉冲激光,能量密度较高,时间较短,可以加工1μm的小孔,特别适用于加工具有一定角度和材料较薄的小孔,还适合加工强度硬度较高或较脆较软材料的零件上的深小孔和21-09-03 09:27:01
激光打孔技术是激光材料加工技术中早实现实用化的激光技术。钣金车间中激光打孔一般采用的是脉冲激光,能量密度较高,时间较短,可以加工1μm的小孔,特别适用于加工具有一定角度和材料较薄的小孔,还适合加工强度硬度较高或较脆较软材料的零件上的深小孔和21-09-03 09:27:01 -
 机械加工工艺基准能够依照不同工艺分为:铸造,锻造,冲压,焊接,热处理,机加工,安装等等类别,是指整个零件的数控加工与机器安装过程的总称。而其他的如清洗、查验、设备维护,油封等等都仅仅只是辅佐过程,车削的方法改变了原料或半成品的表面功能,职业21-09-03 09:45:01
机械加工工艺基准能够依照不同工艺分为:铸造,锻造,冲压,焊接,热处理,机加工,安装等等类别,是指整个零件的数控加工与机器安装过程的总称。而其他的如清洗、查验、设备维护,油封等等都仅仅只是辅佐过程,车削的方法改变了原料或半成品的表面功能,职业21-09-03 09:45:01 -
 提高传动精度调节各运动副预紧力,调整松动环节,消除传动间隙,缩短传动链和在传动链中设置减速齿轮,也可提高传动精度。提高传动刚度。调节丝杠螺母副、支承部件的预紧力及合理选择丝杠本身尺寸,是提高传动刚度的有效措施。刚度不足还会导致工作台或拖板产21-08-23 10:39:01
提高传动精度调节各运动副预紧力,调整松动环节,消除传动间隙,缩短传动链和在传动链中设置减速齿轮,也可提高传动精度。提高传动刚度。调节丝杠螺母副、支承部件的预紧力及合理选择丝杠本身尺寸,是提高传动刚度的有效措施。刚度不足还会导致工作台或拖板产21-08-23 10:39:01 -
 快速成形机械加工技术快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术以及CAD技术等现代的科技成果21-04-02 09:48:01
快速成形机械加工技术快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术以及CAD技术等现代的科技成果21-04-02 09:48:01 -
 1.直观法(望闻问切)问-机床的故障现象,加工状况等;看-CRT报警信息,报警指示灯,电容器等元件变形烟熏烧焦,保护器脱扣等;听-异常声响;闻-电气元件焦糊味及其它异味;摸-发热,振动,接触不良等。2.参数查看法参数通常是存放在RAM中,有20-09-11 09:33:01
1.直观法(望闻问切)问-机床的故障现象,加工状况等;看-CRT报警信息,报警指示灯,电容器等元件变形烟熏烧焦,保护器脱扣等;听-异常声响;闻-电气元件焦糊味及其它异味;摸-发热,振动,接触不良等。2.参数查看法参数通常是存放在RAM中,有20-09-11 09:33:01 -
 提高运动精度。在满足部件强度和刚度的前提下,尽可能减小运动部件的质量,减小旋转零件的直径和质量,以减小运动部件的惯性,提高运动精度。导轨滚动导轨对赃物比较敏感,必须要有良好的防护装置,而且滚动导轨的预紧力选择要恰当,过大会使牵引力显着增加。21-08-23 10:12:01
提高运动精度。在满足部件强度和刚度的前提下,尽可能减小运动部件的质量,减小旋转零件的直径和质量,以减小运动部件的惯性,提高运动精度。导轨滚动导轨对赃物比较敏感,必须要有良好的防护装置,而且滚动导轨的预紧力选择要恰当,过大会使牵引力显着增加。21-08-23 10:12:01 -
 铣削是使用旋转刀具切除金属的加工,这种刀具具有多个切削刀刃,称为铣刀。 磨削是使用一种称为砂轮的磨削轮来切除金属的加工方法。磨削对工件进行精加工,加工后的工件尺寸、表面光洁。磨削圆形工件时,工件一面旋转,一面向旋转着的砂轮进给。磨制扁平工件21-09-03 09:33:01
铣削是使用旋转刀具切除金属的加工,这种刀具具有多个切削刀刃,称为铣刀。 磨削是使用一种称为砂轮的磨削轮来切除金属的加工方法。磨削对工件进行精加工,加工后的工件尺寸、表面光洁。磨削圆形工件时,工件一面旋转,一面向旋转着的砂轮进给。磨制扁平工件21-09-03 09:33:01 -
 理论上来说槽刀割环、车内孔的工艺加工时间较短。整个工件外圆加工、二端面加工、孔的精加工耗时都是一样的,所以只考虑孔的粗加工。为计算方便起见主轴转速都取500转/分钟(V=65米/分钟)。钻孔、粗车孔进给量取0.2毫米/转,每分钟进给量10021-08-23 09:51:02
理论上来说槽刀割环、车内孔的工艺加工时间较短。整个工件外圆加工、二端面加工、孔的精加工耗时都是一样的,所以只考虑孔的粗加工。为计算方便起见主轴转速都取500转/分钟(V=65米/分钟)。钻孔、粗车孔进给量取0.2毫米/转,每分钟进给量10021-08-23 09:51:02 -
 钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加21-09-03 10:03:01
钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加21-09-03 10:03:01
被浏览过 2310899 次 版权所有:湘潭基准标点机械加工有限公司(ID:10982054) 技术支持:胡俊芝
第11年

