

-
- 公司:
- 湘潭基准标点机械加工有限公司
-
- 联系:
- 罗先生
-
- 手机:
-
17607328508
-
- 地址:
- 长沙市雨花区环保科技产业园汽配路9号车间
-
- 网站:
- www.hnbmpm.com


- 电路设计设计流程4289阅读 2021-03-23 08:06:03
- PCB特点?2372阅读 2021-03-23 08:04:48
- 电路板究竟是如何生产出来的?4237阅读 2021-03-23 08:03:42
- PCB设计中电源处理与平面分割4356阅读 2021-03-23 08:02:32
- PCB设计中焊盘的设计标准4209阅读 2021-03-23 08:01:21

湘潭五金车床精密加工厂,质优价廉
2024-04-16 02:00:01 929次浏览
价 格:面议
理论上来说槽刀割环、车内孔的工艺加工时间较短。
整个工件外圆加工、二端面加工、孔的精加工耗时都是一样的,所以只考虑孔的粗加工。
为计算方便起见主轴转速都取500转/分钟(V=65米/分钟)。
钻孔、粗车孔进给量取0.2毫米/转,每分钟进给量100毫米/分钟。
端面割槽径65毫米,进给量取0.05毫米/转,每分钟进给量25毫米/分钟。
钻孔走刀长度50毫米(包括钻尖顶锥长),共需切削时间0.5分钟。钻孔后余量35毫米,分六次粗车共240毫米长,共需切削时间2.4分钟。共用时2.9分钟。
端面割槽走刀长度40毫米,共需切削时间1.6分钟。端面割槽后余量10毫米,分二次粗车共80毫米长,共需切削时间0.8分钟。共用时2.4分钟。
实际切削中,查到的线速度还可以提高,所以端面割环槽工艺时间还可以缩短。
具体实施时,还必须看工件批量、刀具成本及内圆块的处理等多方面的因素。
数控车床的走刀系统软件一般由齿轮传动系统软件和电气系统两一部分构成,精度等级与总体设计中的齿轮传动系统软件相关。在闭环控制系统软件中,数控车床一般能够根据定位检验设备避免走刀系统软件中的关键构件造成部位误差,如滚珠丝杆等构件。而针对开环系统软件,因为危害要素较多、状况非常复杂,没法开展定位网络监控,因此对数控车床的生产加工精密度危害很大。
数控车床生产过程中,偏差自身 是难以避免的,被加工零件与数控车床中间存有必定的偏差,?这类一定存有的偏差称之为初始偏差。
因而,要提升数控车床的生产加工精密度,操纵数控车床的初始偏差是关键防范措施之一。对于造成初始偏差的概率要开展系统软件的剖析,依据偏差造成的缘故和偏差种类要制订相对的整改措施。机械零件在生产过程中,数控车床的部位精密度、几何图形精密度对零部件的生产加工精密度有关键危害,要根据部位操纵和几何图形精密度操纵来降低部位偏差和几何图形偏差对零件的危害。
随之数控加工技术的不断提升,对数控车床开展生产过程全线实时监控系统,立即调节生产过程中的偏差阶段,并对生产过程中的每一个阶段的偏差统计数据开展收集,并意见反馈至操纵终端设备,并根据偏差统计数据采取有效的偏差赔偿体制,开展立即的偏差赔偿,可以合理提升零件的生产加工精密度。
-
 钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加21-08-11 17:42:01
钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加21-08-11 17:42:01 -
 一般CNC加工通常是指计算机数字化控制精密机械加工,CNC加工车床、CNC加工铣床、CNC加工镗铣床等。CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加21-12-07 17:09:01
一般CNC加工通常是指计算机数字化控制精密机械加工,CNC加工车床、CNC加工铣床、CNC加工镗铣床等。CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加21-12-07 17:09:01 -
 快速成形机械加工技术快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术以及CAD技术等现代的科技成果21-04-02 11:30:01
快速成形机械加工技术快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术以及CAD技术等现代的科技成果21-04-02 11:30:01 -
 弹刀镗孔加工时常出现的、也是令人头疼问题是弹刀。在加工中心上发生弹刀的原因主要有以下几点①刀具系统的刚性:包括刀柄、镗杆、镗头以及中间连接部分的刚性。因为是悬臂加工所以特别是小孔、深孔及硬质工件的加工时,刀具的刚性尤为重要。②刀具系统的动平21-08-23 09:00:01
弹刀镗孔加工时常出现的、也是令人头疼问题是弹刀。在加工中心上发生弹刀的原因主要有以下几点①刀具系统的刚性:包括刀柄、镗杆、镗头以及中间连接部分的刚性。因为是悬臂加工所以特别是小孔、深孔及硬质工件的加工时,刀具的刚性尤为重要。②刀具系统的动平21-08-23 09:00:01 -
 机械加工中哪些方面会导致钢件形变?在开展机械加工全过程中,因为各种各样机械加工偏差或别的生产加工工作人员操作失误非常容易导致钢件形变。这一难题没办法处理。人们务必明确形变的实际缘故随后采用释放以解决。因而,在机械加工全过程中非常容易造成钢件20-07-29 10:13:29
机械加工中哪些方面会导致钢件形变?在开展机械加工全过程中,因为各种各样机械加工偏差或别的生产加工工作人员操作失误非常容易导致钢件形变。这一难题没办法处理。人们务必明确形变的实际缘故随后采用释放以解决。因而,在机械加工全过程中非常容易造成钢件20-07-29 10:13:29 -
 工步是在加工表面不变、加工工具不变、切削用量不变的条件下走刀又叫工作行程,是加工工具在加工表面上加工一次所完成的工步。制定机械加工工艺过程,必须确定该工件要经过几道工序以及工序进行的先后顺序,仅列出主要工序名称及其加工顺序的简略工艺过程,称20-12-03 08:39:01
工步是在加工表面不变、加工工具不变、切削用量不变的条件下走刀又叫工作行程,是加工工具在加工表面上加工一次所完成的工步。制定机械加工工艺过程,必须确定该工件要经过几道工序以及工序进行的先后顺序,仅列出主要工序名称及其加工顺序的简略工艺过程,称20-12-03 08:39:01 -
 目前液压卡盘和液压夹紧油缸的连接是靠拉杆实现的。液压卡盘夹紧要点如下:首先用搬手卸下液压油缸上的螺帽,卸下拉管,并从主轴后端抽出,再用搬手卸下卡盘固定螺钉,即可卸下卡盘。刀具上的修光刃指的是在刀具刀刃后面副偏角方向磨出的一小段与刀尖平行的刀20-09-11 10:54:02
目前液压卡盘和液压夹紧油缸的连接是靠拉杆实现的。液压卡盘夹紧要点如下:首先用搬手卸下液压油缸上的螺帽,卸下拉管,并从主轴后端抽出,再用搬手卸下卡盘固定螺钉,即可卸下卡盘。刀具上的修光刃指的是在刀具刀刃后面副偏角方向磨出的一小段与刀尖平行的刀20-09-11 10:54:02 -
 我们常见的螺丝、螺帽等。不要看小小的螺丝那么普通,五金件加工成成品看起来虽然容易。事实上,过程是相当繁琐。一是要有螺杆样品的图纸,然后根据图纸的公差精度要求选择加工设备,设备做出半成品后再通过精震研磨去除毛边毛刺,使其表面光滑有光泽,防止伤20-11-18 15:03:01
我们常见的螺丝、螺帽等。不要看小小的螺丝那么普通,五金件加工成成品看起来虽然容易。事实上,过程是相当繁琐。一是要有螺杆样品的图纸,然后根据图纸的公差精度要求选择加工设备,设备做出半成品后再通过精震研磨去除毛边毛刺,使其表面光滑有光泽,防止伤20-11-18 15:03:01 -
 精密超精密机械加工技术精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度21-04-02 08:45:01
精密超精密机械加工技术精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度21-04-02 08:45:01 -
 精密超精密机械加工技术精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度21-04-02 12:27:01
精密超精密机械加工技术精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度21-04-02 12:27:01 -
 精密cnc加工其实是指数控加工,先将需要加工的图纸编程写进程序后,再将电脑连接到cnc加工机床,通过编程来命令cnc加工机床运作,完成精密零件加工。精密cnc加工主要适用于小批量、大批量多种类零配件加工,cnc加工零件精度非常高,因此服务于20-12-03 09:51:01
精密cnc加工其实是指数控加工,先将需要加工的图纸编程写进程序后,再将电脑连接到cnc加工机床,通过编程来命令cnc加工机床运作,完成精密零件加工。精密cnc加工主要适用于小批量、大批量多种类零配件加工,cnc加工零件精度非常高,因此服务于20-12-03 09:51:01 -
 零件孔系加工中以点位操控的数控机床。点位操控数控机床主要有数控钻床、数控镗床、数控冲床及三坐标测量机等,印制电路板钻孔机是最简略的点位操控数控机床。点位操控的数控机床用于加工平面内的孔系,它操控加工平面内的两具坐标轴(一个坐标轴就是一个方向20-09-11 10:57:01
零件孔系加工中以点位操控的数控机床。点位操控数控机床主要有数控钻床、数控镗床、数控冲床及三坐标测量机等,印制电路板钻孔机是最简略的点位操控数控机床。点位操控的数控机床用于加工平面内的孔系,它操控加工平面内的两具坐标轴(一个坐标轴就是一个方向20-09-11 10:57:01 -
 不同的设计技巧存在不同的钣金板材类型 钣金板材具有重量轻,强度高,导电性好(可用于电磁屏蔽),成本低,批量生产性能好等诸多优点,它已被广泛应用于电子,通讯,汽车工业和医疗设备领域,例如电脑机箱,手机,MP3,钣金等。随着金属板材的应用越来越21-07-29 09:18:01
不同的设计技巧存在不同的钣金板材类型 钣金板材具有重量轻,强度高,导电性好(可用于电磁屏蔽),成本低,批量生产性能好等诸多优点,它已被广泛应用于电子,通讯,汽车工业和医疗设备领域,例如电脑机箱,手机,MP3,钣金等。随着金属板材的应用越来越21-07-29 09:18:01 -
 1.钣金加工技术在数控冲床中的应用前景。 钣金加工具体指的是传统的切割下料、冲裁加工、弯压成形等方法和工艺参数,也包括各种冷冲压模具结构和工艺参数、各种设备的工作原理和操作方法,以及新的冲压技术和工艺参数,简单概括就是对金属板进行加工。CN21-07-29 10:03:01
1.钣金加工技术在数控冲床中的应用前景。 钣金加工具体指的是传统的切割下料、冲裁加工、弯压成形等方法和工艺参数,也包括各种冷冲压模具结构和工艺参数、各种设备的工作原理和操作方法,以及新的冲压技术和工艺参数,简单概括就是对金属板进行加工。CN21-07-29 10:03:01 -
 钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加21-09-03 08:30:01
钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加21-09-03 08:30:01 -
 一般CNC加工通常是指计算机数字化控制精密机械加工,CNC加工车床、CNC加工铣床、CNC加工镗铣床等。CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加20-11-18 15:18:01
一般CNC加工通常是指计算机数字化控制精密机械加工,CNC加工车床、CNC加工铣床、CNC加工镗铣床等。CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加20-11-18 15:18:01 -
 cnc加工工艺的编制应具有严格的带钢合理性。CNC工艺复杂,影响因素多,需要深入思考CNC加工的全过程,有良好的带钢理性,才能对CNC工艺进行良好编程。由于CNC加工的自动化程度高,适应性差,出现问题时,工作人员难以现场纠正,轻型者制造加工20-12-03 09:21:01
cnc加工工艺的编制应具有严格的带钢合理性。CNC工艺复杂,影响因素多,需要深入思考CNC加工的全过程,有良好的带钢理性,才能对CNC工艺进行良好编程。由于CNC加工的自动化程度高,适应性差,出现问题时,工作人员难以现场纠正,轻型者制造加工20-12-03 09:21:01 -
 理论上来说槽刀割环、车内孔的工艺加工时间较短。整个工件外圆加工、二端面加工、孔的精加工耗时都是一样的,所以只考虑孔的粗加工。为计算方便起见主轴转速都取500转/分钟(V=65米/分钟)。钻孔、粗车孔进给量取0.2毫米/转,每分钟进给量10021-08-23 11:00:02
理论上来说槽刀割环、车内孔的工艺加工时间较短。整个工件外圆加工、二端面加工、孔的精加工耗时都是一样的,所以只考虑孔的粗加工。为计算方便起见主轴转速都取500转/分钟(V=65米/分钟)。钻孔、粗车孔进给量取0.2毫米/转,每分钟进给量10021-08-23 11:00:02 -
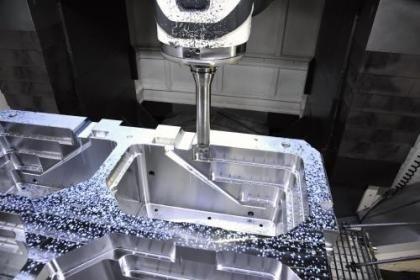
 加工中心镗孔时由于切屑的流出方向在不断地改变,所以刀尖、工件的冷却以及切屑的排出都要比车床加工时难的多。特别是用立式加工中心进行钢的盲孔粗镗加工时,至今这个问题还没得到完全解决。机床加工速度操作员要严格控制好,F速与S主轴转速要相互合理调节21-08-23 10:09:01
加工中心镗孔时由于切屑的流出方向在不断地改变,所以刀尖、工件的冷却以及切屑的排出都要比车床加工时难的多。特别是用立式加工中心进行钢的盲孔粗镗加工时,至今这个问题还没得到完全解决。机床加工速度操作员要严格控制好,F速与S主轴转速要相互合理调节21-08-23 10:09:01 -
 机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。 数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控21-08-11 17:30:01
机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。 数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控21-08-11 17:30:01
被浏览过 2291596 次 版权所有:湘潭基准标点机械加工有限公司(ID:10982054) 技术支持:胡俊芝
第11年

