

-
- 公司:
- 湘潭基准标点机械加工有限公司
-
- 联系:
- 罗先生
-
- 手机:
-
17607328508
-
- 地址:
- 长沙市雨花区环保科技产业园汽配路9号车间
-
- 网站:
- www.hnbmpm.com
本站共被浏览过 2309443 次


- 电路设计设计流程4320阅读 2021-03-23 08:06:03
- PCB特点?2394阅读 2021-03-23 08:04:48
- 电路板究竟是如何生产出来的?4271阅读 2021-03-23 08:03:42
- PCB设计中电源处理与平面分割4396阅读 2021-03-23 08:02:32
- PCB设计中焊盘的设计标准4247阅读 2021-03-23 08:01:21

产品信息
您所在的位置:首页 > 详细信息
株洲数控车床加工,追求质量,满意度高
2024-04-24 12:34:01 915次浏览

价 格:面议
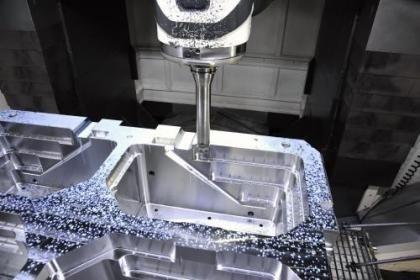
粗车时,首要考虑选择一个尽可能大的背吃刀量ap,其次选择一个较大的进给量f,后承认一个适合的切削进度v .增大背吃刀量ap可使走刀次数削减,增大进给量f有利于断屑,因而根据以上准则选择粗车切削用量关于提高生产功率,削减刀具消耗,降低加工成本是有利的。
CNC加工的控制系统一般都能按照数字程序指令控制机床结束主轴自动启停、换向和变速,能自动控制进给速度、方向和加工路程,进行加工,能选择刀具并根据刀具规范调整吃刀量及行走轨道,能结束加工中所需求的各种辅佐动作。
高精密cnc加工是当今机械制造中的先进加工技术,是一种具有率、高精度与高柔性特色的自动化加工方法。它是即将加工工件的数控程序输入给机床,机床在这些数据的控制下自动加工出契合人们志愿的工件,以制造出夸姣的产品。
在数控车床加工五金件中凡是能在普通车床上装夹的回转体零件都能在数控车床上加工。然而数控车床具有加工精度高、能做直线和圆弧插补以及在五金加工过程中能自动变速的特点,其工艺范围较普通机床宽得多。
-
 为了适应核能、大规模集成电路、激光和航天等技术的需要而发展起来的精度极高的加工技术。超精密加工的精度比传统的精密加工提高了一个以上的数量级。到20世纪80年代,加工尺寸精度可达10纳米(1×10-8米),表面粗糙度达1纳米。超精密加工对工件21-04-02 09:03:01
为了适应核能、大规模集成电路、激光和航天等技术的需要而发展起来的精度极高的加工技术。超精密加工的精度比传统的精密加工提高了一个以上的数量级。到20世纪80年代,加工尺寸精度可达10纳米(1×10-8米),表面粗糙度达1纳米。超精密加工对工件21-04-02 09:03:01 -
 1.钣金加工技术在数控冲床中的应用前景。 钣金加工具体指的是传统的切割下料、冲裁加工、弯压成形等方法和工艺参数,也包括各种冷冲压模具结构和工艺参数、各种设备的工作原理和操作方法,以及新的冲压技术和工艺参数,简单概括就是对金属板进行加工。CN21-07-29 09:45:01
1.钣金加工技术在数控冲床中的应用前景。 钣金加工具体指的是传统的切割下料、冲裁加工、弯压成形等方法和工艺参数,也包括各种冷冲压模具结构和工艺参数、各种设备的工作原理和操作方法,以及新的冲压技术和工艺参数,简单概括就是对金属板进行加工。CN21-07-29 09:45:01 -
 随着现代机械加工的快速发展,机械加工技术快速发展,慢慢的涌现出了许多先进的机械加工技术方法,比如微型机械加工技术、快速成形技术、精密超精密加工技术等。微型机械加工技术随着微/纳米科学与技术的发展,以本身形状尺寸微小或操作尺度极小为特征的微机21-04-02 11:06:01
随着现代机械加工的快速发展,机械加工技术快速发展,慢慢的涌现出了许多先进的机械加工技术方法,比如微型机械加工技术、快速成形技术、精密超精密加工技术等。微型机械加工技术随着微/纳米科学与技术的发展,以本身形状尺寸微小或操作尺度极小为特征的微机21-04-02 11:06:01 -
 1.钣金加工技术在数控冲床中的应用前景。 钣金加工具体指的是传统的切割下料、冲裁加工、弯压成形等方法和工艺参数,也包括各种冷冲压模具结构和工艺参数、各种设备的工作原理和操作方法,以及新的冲压技术和工艺参数,简单概括就是对金属板进行加工。CN21-07-29 10:57:01
1.钣金加工技术在数控冲床中的应用前景。 钣金加工具体指的是传统的切割下料、冲裁加工、弯压成形等方法和工艺参数,也包括各种冷冲压模具结构和工艺参数、各种设备的工作原理和操作方法,以及新的冲压技术和工艺参数,简单概括就是对金属板进行加工。CN21-07-29 10:57:01 -
 非标准精密机械零件加工中常用的小技术。用磁铁吸收小精密机械部件不方便。可以在磁铁下面吸一个铁板,它不仅可以吸收很多小的精密机械零件,还可以拉开铁板,小的精密机械零件会自动落入收集箱,非常实用。CNC加工的控制系统一般都能按照数字程序指令控制21-07-30 16:09:01
非标准精密机械零件加工中常用的小技术。用磁铁吸收小精密机械部件不方便。可以在磁铁下面吸一个铁板,它不仅可以吸收很多小的精密机械零件,还可以拉开铁板,小的精密机械零件会自动落入收集箱,非常实用。CNC加工的控制系统一般都能按照数字程序指令控制21-07-30 16:09:01 -
 机械加工的工艺基准包含定位基准,在数控车床进行加工时车床或许夹具所运用的定位基准。测量基准,这一基准一般指代的是在查验时需求恪守的尺寸或许方位的标准。安装基准,这一基准咱们一般是指在进行安装工艺的时候零件的方位标准。 机械加工需求出产稳定的21-08-30 09:48:01
机械加工的工艺基准包含定位基准,在数控车床进行加工时车床或许夹具所运用的定位基准。测量基准,这一基准一般指代的是在查验时需求恪守的尺寸或许方位的标准。安装基准,这一基准咱们一般是指在进行安装工艺的时候零件的方位标准。 机械加工需求出产稳定的21-08-30 09:48:01 -
 机械零件加工的现状是供不应求,但是不能为了求量而忽视了质,现在的机械零件加工需要满足形状精度、尺寸精度、位置精度三个特点才能符合市场需求,保持持续的发展状态。通过对2020年机械零部件加工行业现状及前景分析内容显示,我国的机械零件加工还有很20-11-18 16:09:01
机械零件加工的现状是供不应求,但是不能为了求量而忽视了质,现在的机械零件加工需要满足形状精度、尺寸精度、位置精度三个特点才能符合市场需求,保持持续的发展状态。通过对2020年机械零部件加工行业现状及前景分析内容显示,我国的机械零件加工还有很20-11-18 16:09:01 -
 铣床,这些是Z通用的和有益的机床,因为它们有能力履行各种切割运行操作.可供选择中的很多铣床都有很多可以利用的功能。(铣床从19世纪60年代开始发展).基本类型概述如下.膝关节和柱式铣床是最常见的,常用于一般用途的加工.铣刀所连接的主轴可以是21-03-19 15:34:30
铣床,这些是Z通用的和有益的机床,因为它们有能力履行各种切割运行操作.可供选择中的很多铣床都有很多可以利用的功能。(铣床从19世纪60年代开始发展).基本类型概述如下.膝关节和柱式铣床是最常见的,常用于一般用途的加工.铣刀所连接的主轴可以是21-03-19 15:34:30 -
 非标准精密机械零件加工拆卸钳口,加工两个M4螺纹孔,将两块厚度为1.5mm的钢板与钳口平整,用铝铆钉铆接厚度为0.8mm的硬黄铜板,用M4埋头螺钉固定在钳口上,形成耐久的软钳口。这样可以保护精密机械零件不被夹住。从软件上讲,它是一个操作员的21-09-03 10:27:02
非标准精密机械零件加工拆卸钳口,加工两个M4螺纹孔,将两块厚度为1.5mm的钢板与钳口平整,用铝铆钉铆接厚度为0.8mm的硬黄铜板,用M4埋头螺钉固定在钳口上,形成耐久的软钳口。这样可以保护精密机械零件不被夹住。从软件上讲,它是一个操作员的21-09-03 10:27:02 -
 加工需要的机械由数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走 丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工, 此类机械擅长精密零件的车、铣、刨、磨等加工,可以加工各种20-11-18 15:36:01
加工需要的机械由数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走 丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工, 此类机械擅长精密零件的车、铣、刨、磨等加工,可以加工各种20-11-18 15:36:01 -
 CNC加工和车床加工不同,加工中心加工时由于工具转动,便不可能在加工中及时掌握刀尖的情况来调节进刀量等。也不可能象数控车床那样可以只调节数控按扭就可以改变加工直径。这便成了完全自动化加工的一个很大的障碍。也正因为加工中心不具有自动加工直径调21-08-23 09:45:01
CNC加工和车床加工不同,加工中心加工时由于工具转动,便不可能在加工中及时掌握刀尖的情况来调节进刀量等。也不可能象数控车床那样可以只调节数控按扭就可以改变加工直径。这便成了完全自动化加工的一个很大的障碍。也正因为加工中心不具有自动加工直径调21-08-23 09:45:01 -
 机械加工的优质性特点是机械加工的质量保障。机械制造业的发展,也带动了高端设备仪表的研发水平。研发水平的提高对机械加工的质量要求越来越高。现阶段机械加工质量好坏主要体现在零部件加工过程后零部件表面质量。零部件经过机械加工后,会在零部件表面形成21-09-03 10:03:01
机械加工的优质性特点是机械加工的质量保障。机械制造业的发展,也带动了高端设备仪表的研发水平。研发水平的提高对机械加工的质量要求越来越高。现阶段机械加工质量好坏主要体现在零部件加工过程后零部件表面质量。零部件经过机械加工后,会在零部件表面形成21-09-03 10:03:01 -
 怎么解决钣金加工的变形 钣金加工是钣金产品成型的重要工序。在钣金加工过程中,应注意钣金工件的变形。那么如何解决钣金加工的变形问题呢? 1.在保证工件结构基本形状的情况下,可以减少工件的焊接数量。 2.平衡焊点,尽量避免将焊点集中在某个小区域21-07-29 08:51:02
怎么解决钣金加工的变形 钣金加工是钣金产品成型的重要工序。在钣金加工过程中,应注意钣金工件的变形。那么如何解决钣金加工的变形问题呢? 1.在保证工件结构基本形状的情况下,可以减少工件的焊接数量。 2.平衡焊点,尽量避免将焊点集中在某个小区域21-07-29 08:51:02 -
 激光打孔技术是激光材料加工技术中早实现实用化的激光技术。钣金车间中激光打孔一般采用的是脉冲激光,能量密度较高,时间较短,可以加工1μm的小孔,特别适用于加工具有一定角度和材料较薄的小孔,还适合加工强度硬度较高或较脆较软材料的零件上的深小孔和21-09-03 09:27:01
激光打孔技术是激光材料加工技术中早实现实用化的激光技术。钣金车间中激光打孔一般采用的是脉冲激光,能量密度较高,时间较短,可以加工1μm的小孔,特别适用于加工具有一定角度和材料较薄的小孔,还适合加工强度硬度较高或较脆较软材料的零件上的深小孔和21-09-03 09:27:01 -
 机械加工工艺基准能够依照不同工艺分为:铸造,锻造,冲压,焊接,热处理,机加工,安装等等类别,是指整个零件的数控加工与机器安装过程的总称。而其他的如清洗、查验、设备维护,油封等等都仅仅只是辅佐过程,车削的方法改变了原料或半成品的表面功能,职业21-09-03 09:45:01
机械加工工艺基准能够依照不同工艺分为:铸造,锻造,冲压,焊接,热处理,机加工,安装等等类别,是指整个零件的数控加工与机器安装过程的总称。而其他的如清洗、查验、设备维护,油封等等都仅仅只是辅佐过程,车削的方法改变了原料或半成品的表面功能,职业21-09-03 09:45:01 -
 据中国报告大厅发布的2016-2020年中国机械零部件加工行业发展分析及投资潜力研究报告显示,近几年机械零部件的产能跟不上市场的发展,零件加工成为紧缺资源,目前的这个行业的市场前景非常的可观,但是考虑到未来发展,企业应该加强供应链的维护与建20-12-03 10:30:01
据中国报告大厅发布的2016-2020年中国机械零部件加工行业发展分析及投资潜力研究报告显示,近几年机械零部件的产能跟不上市场的发展,零件加工成为紧缺资源,目前的这个行业的市场前景非常的可观,但是考虑到未来发展,企业应该加强供应链的维护与建20-12-03 10:30:01 -
 1.直观法(望闻问切)问-机床的故障现象,加工状况等;看-CRT报警信息,报警指示灯,电容器等元件变形烟熏烧焦,保护器脱扣等;听-异常声响;闻-电气元件焦糊味及其它异味;摸-发热,振动,接触不良等。2.参数查看法参数通常是存放在RAM中,有20-09-11 09:33:01
1.直观法(望闻问切)问-机床的故障现象,加工状况等;看-CRT报警信息,报警指示灯,电容器等元件变形烟熏烧焦,保护器脱扣等;听-异常声响;闻-电气元件焦糊味及其它异味;摸-发热,振动,接触不良等。2.参数查看法参数通常是存放在RAM中,有20-09-11 09:33:01 -
 提高运动精度。在满足部件强度和刚度的前提下,尽可能减小运动部件的质量,减小旋转零件的直径和质量,以减小运动部件的惯性,提高运动精度。导轨滚动导轨对赃物比较敏感,必须要有良好的防护装置,而且滚动导轨的预紧力选择要恰当,过大会使牵引力显着增加。21-08-23 10:12:01
提高运动精度。在满足部件强度和刚度的前提下,尽可能减小运动部件的质量,减小旋转零件的直径和质量,以减小运动部件的惯性,提高运动精度。导轨滚动导轨对赃物比较敏感,必须要有良好的防护装置,而且滚动导轨的预紧力选择要恰当,过大会使牵引力显着增加。21-08-23 10:12:01 -
 机械加工进程中常常需求热处理。热处理工序的安排如下:为了行进金属的切削功用,如退火、正火、调质等,通常在机械加工行进行。为了消除内应力,如时效处理和调质处理等,一般在粗加工之后,精加工之行进行。为了行进零件的机械功用,渗碳、淬火、回火等,一21-09-03 10:51:01
机械加工进程中常常需求热处理。热处理工序的安排如下:为了行进金属的切削功用,如退火、正火、调质等,通常在机械加工行进行。为了消除内应力,如时效处理和调质处理等,一般在粗加工之后,精加工之行进行。为了行进零件的机械功用,渗碳、淬火、回火等,一21-09-03 10:51:01 -
1.需要进行涂装的湖南机械加工工件外表在涂装前,有必要将铁锈、氧化皮、油脂、尘埃、泥土、盐和污物等去除。2.除锈前,先用有机溶剂、碱液、乳化剂、蒸汽等除去工件外表的油脂、污垢。3.经喷丸或手艺除锈的待涂外表与涂底漆的时间距离不得多于6h。420-09-11 08:42:01
被浏览过 2309443 次 版权所有:湘潭基准标点机械加工有限公司(ID:10982054) 技术支持:胡俊芝
第11年

