

-
- 公司:
- 湘潭基准标点机械加工有限公司
-
- 联系:
- 罗先生
-
- 手机:
-
17607328508
-
- 地址:
- 长沙市雨花区环保科技产业园汽配路9号车间
-
- 网站:
- www.hnbmpm.com


- 电路设计设计流程4320阅读 2021-03-23 08:06:03
- PCB特点?2394阅读 2021-03-23 08:04:48
- 电路板究竟是如何生产出来的?4271阅读 2021-03-23 08:03:42
- PCB设计中电源处理与平面分割4396阅读 2021-03-23 08:02:32
- PCB设计中焊盘的设计标准4247阅读 2021-03-23 08:01:21

株洲机加工,实用性强,质量过硬的产品
2024-04-23 11:30:01 811次浏览

价 格:面议
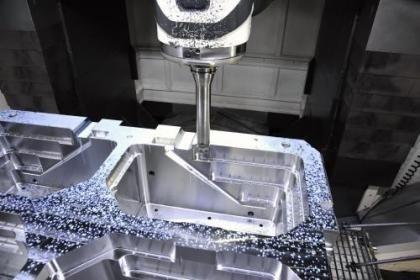
为了适应核能、大规模集成电路、激光和航天等技术的需要而发展起来的精度极高的加工技术。超精密加工的精度比传统的精密加工提高了一个以上的数量级。到20世纪80年代,加工尺寸精度可达10纳米(1×10-8米),表面粗糙度达1纳米。超精密加工对工件材质、加工设备、工具、测量和环境等条件都有特殊的要求,需要综合应用精密机械、精密测量、精密伺服系统、计算机控制以及其他先进技术。工件材质必须极为细致均匀,并经适当处理以消除内部残余应力,保证高度的尺寸稳定性,防止加工后发生变形。加工设备要有极高的运动精度,导轨直线性和主轴回转精度要达到0.1微米级,微量进给和定位精度要达到0.01微米级。对环境条件要求严格,须保持恒温、恒湿和空气洁净,并采取有效的防振措施。加工系统的系统误差和随机误差都应控制在 0.1微米级或更小。这些条件是靠综合应用精密机械、精密测量、精密伺服系统和计算机控制等各种先进技术获得的。
超精密切削加工主要有超精密车削、镜面磨削和研磨等。在超精密车床上用经过精细研磨的单晶金刚石车刀进行微量车削,切削厚度仅1微米左右,常用于加工有色金属材料的球面、非球面和平面的反射镜等高精度、表面高度光洁的零件。例如加工核聚变装置用的直径为800毫米的非球面反射镜,精度可达0.1微米,表面粗糙度为Rz0.05微米。
精密机械加工刀具方面,采用金刚石砂轮,控制背吃刀量和进给量,在超精密磨床上,可以进行延性方式磨削,即纳米磨削。即使是玻璃的表面也可以获得光学镜面。2精密加工和超精密加工的发展趋势从长远发展的观点来看,制造技术是当前世界各国发展国民经济的主攻方向和战略决策,是一个国家经济发展的重要手段之一,同时又是一个国家独立自主、繁荣昌盛、经济上持续稳定发展、科技上保持的长远大计。科技的发展对精密加工和超精密加工技术也提出了更高的要求。从大到天体望远镜的透镜,小到大规模集成电路线宽μm要求的微细工程和微机械的微纳米尺寸零件,不论体积大小,其尺寸精度都趋近于纳米;零件形状也日益复杂化,各种非球面已是当前非常典型的几何形状。
工步是在加工表面不变、加工工具不变、切削用量不变的条件下走刀又叫工作行程,是加工工具在加工表面上加工一次所完成的工步。制定机械加工工艺过程,必须确定该工件要经过几道工序以及工序进行的先后顺序,仅列出主要工序名称及其加工顺序的简略工艺过程,称为工艺路线。工艺路线的拟定是制定工艺过程的总体布局,主要任务是选择各个表面的加工方法,确定各个表面的加工顺序,以及整个工艺过程中工序数目的多少等。工艺路线拟定须遵循一定的原则。
-
 为了适应核能、大规模集成电路、激光和航天等技术的需要而发展起来的精度极高的加工技术。超精密加工的精度比传统的精密加工提高了一个以上的数量级。到20世纪80年代,加工尺寸精度可达10纳米(1×10-8米),表面粗糙度达1纳米。超精密加工对工件21-04-02 09:03:01
为了适应核能、大规模集成电路、激光和航天等技术的需要而发展起来的精度极高的加工技术。超精密加工的精度比传统的精密加工提高了一个以上的数量级。到20世纪80年代,加工尺寸精度可达10纳米(1×10-8米),表面粗糙度达1纳米。超精密加工对工件21-04-02 09:03:01 -
 1.钣金加工技术在数控冲床中的应用前景。 钣金加工具体指的是传统的切割下料、冲裁加工、弯压成形等方法和工艺参数,也包括各种冷冲压模具结构和工艺参数、各种设备的工作原理和操作方法,以及新的冲压技术和工艺参数,简单概括就是对金属板进行加工。CN21-07-29 09:45:01
1.钣金加工技术在数控冲床中的应用前景。 钣金加工具体指的是传统的切割下料、冲裁加工、弯压成形等方法和工艺参数,也包括各种冷冲压模具结构和工艺参数、各种设备的工作原理和操作方法,以及新的冲压技术和工艺参数,简单概括就是对金属板进行加工。CN21-07-29 09:45:01 -
 机械加工的工艺基准包含定位基准,在数控车床进行加工时车床或许夹具所运用的定位基准。测量基准,这一基准一般指代的是在查验时需求恪守的尺寸或许方位的标准。安装基准,这一基准咱们一般是指在进行安装工艺的时候零件的方位标准。 机械加工需求出产稳定的21-08-30 09:48:01
机械加工的工艺基准包含定位基准,在数控车床进行加工时车床或许夹具所运用的定位基准。测量基准,这一基准一般指代的是在查验时需求恪守的尺寸或许方位的标准。安装基准,这一基准咱们一般是指在进行安装工艺的时候零件的方位标准。 机械加工需求出产稳定的21-08-30 09:48:01 -
 机械零件加工的现状是供不应求,但是不能为了求量而忽视了质,现在的机械零件加工需要满足形状精度、尺寸精度、位置精度三个特点才能符合市场需求,保持持续的发展状态。通过对2020年机械零部件加工行业现状及前景分析内容显示,我国的机械零件加工还有很20-11-18 16:09:01
机械零件加工的现状是供不应求,但是不能为了求量而忽视了质,现在的机械零件加工需要满足形状精度、尺寸精度、位置精度三个特点才能符合市场需求,保持持续的发展状态。通过对2020年机械零部件加工行业现状及前景分析内容显示,我国的机械零件加工还有很20-11-18 16:09:01 -
 铣床,这些是Z通用的和有益的机床,因为它们有能力履行各种切割运行操作.可供选择中的很多铣床都有很多可以利用的功能。(铣床从19世纪60年代开始发展).基本类型概述如下.膝关节和柱式铣床是最常见的,常用于一般用途的加工.铣刀所连接的主轴可以是21-03-19 15:34:30
铣床,这些是Z通用的和有益的机床,因为它们有能力履行各种切割运行操作.可供选择中的很多铣床都有很多可以利用的功能。(铣床从19世纪60年代开始发展).基本类型概述如下.膝关节和柱式铣床是最常见的,常用于一般用途的加工.铣刀所连接的主轴可以是21-03-19 15:34:30 -
 非标准精密机械零件加工拆卸钳口,加工两个M4螺纹孔,将两块厚度为1.5mm的钢板与钳口平整,用铝铆钉铆接厚度为0.8mm的硬黄铜板,用M4埋头螺钉固定在钳口上,形成耐久的软钳口。这样可以保护精密机械零件不被夹住。从软件上讲,它是一个操作员的21-09-03 10:27:02
非标准精密机械零件加工拆卸钳口,加工两个M4螺纹孔,将两块厚度为1.5mm的钢板与钳口平整,用铝铆钉铆接厚度为0.8mm的硬黄铜板,用M4埋头螺钉固定在钳口上,形成耐久的软钳口。这样可以保护精密机械零件不被夹住。从软件上讲,它是一个操作员的21-09-03 10:27:02 -
 加工需要的机械由数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走 丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工, 此类机械擅长精密零件的车、铣、刨、磨等加工,可以加工各种20-11-18 15:36:01
加工需要的机械由数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走 丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工, 此类机械擅长精密零件的车、铣、刨、磨等加工,可以加工各种20-11-18 15:36:01 -
 CNC加工和车床加工不同,加工中心加工时由于工具转动,便不可能在加工中及时掌握刀尖的情况来调节进刀量等。也不可能象数控车床那样可以只调节数控按扭就可以改变加工直径。这便成了完全自动化加工的一个很大的障碍。也正因为加工中心不具有自动加工直径调21-08-23 09:45:01
CNC加工和车床加工不同,加工中心加工时由于工具转动,便不可能在加工中及时掌握刀尖的情况来调节进刀量等。也不可能象数控车床那样可以只调节数控按扭就可以改变加工直径。这便成了完全自动化加工的一个很大的障碍。也正因为加工中心不具有自动加工直径调21-08-23 09:45:01 -
 机械加工的优质性特点是机械加工的质量保障。机械制造业的发展,也带动了高端设备仪表的研发水平。研发水平的提高对机械加工的质量要求越来越高。现阶段机械加工质量好坏主要体现在零部件加工过程后零部件表面质量。零部件经过机械加工后,会在零部件表面形成21-09-03 10:03:01
机械加工的优质性特点是机械加工的质量保障。机械制造业的发展,也带动了高端设备仪表的研发水平。研发水平的提高对机械加工的质量要求越来越高。现阶段机械加工质量好坏主要体现在零部件加工过程后零部件表面质量。零部件经过机械加工后,会在零部件表面形成21-09-03 10:03:01 -
 怎么解决钣金加工的变形 钣金加工是钣金产品成型的重要工序。在钣金加工过程中,应注意钣金工件的变形。那么如何解决钣金加工的变形问题呢? 1.在保证工件结构基本形状的情况下,可以减少工件的焊接数量。 2.平衡焊点,尽量避免将焊点集中在某个小区域21-07-29 08:51:02
怎么解决钣金加工的变形 钣金加工是钣金产品成型的重要工序。在钣金加工过程中,应注意钣金工件的变形。那么如何解决钣金加工的变形问题呢? 1.在保证工件结构基本形状的情况下,可以减少工件的焊接数量。 2.平衡焊点,尽量避免将焊点集中在某个小区域21-07-29 08:51:02 -
 激光打孔技术是激光材料加工技术中早实现实用化的激光技术。钣金车间中激光打孔一般采用的是脉冲激光,能量密度较高,时间较短,可以加工1μm的小孔,特别适用于加工具有一定角度和材料较薄的小孔,还适合加工强度硬度较高或较脆较软材料的零件上的深小孔和21-09-03 09:27:01
激光打孔技术是激光材料加工技术中早实现实用化的激光技术。钣金车间中激光打孔一般采用的是脉冲激光,能量密度较高,时间较短,可以加工1μm的小孔,特别适用于加工具有一定角度和材料较薄的小孔,还适合加工强度硬度较高或较脆较软材料的零件上的深小孔和21-09-03 09:27:01 -
 机械加工工艺基准能够依照不同工艺分为:铸造,锻造,冲压,焊接,热处理,机加工,安装等等类别,是指整个零件的数控加工与机器安装过程的总称。而其他的如清洗、查验、设备维护,油封等等都仅仅只是辅佐过程,车削的方法改变了原料或半成品的表面功能,职业21-09-03 09:45:01
机械加工工艺基准能够依照不同工艺分为:铸造,锻造,冲压,焊接,热处理,机加工,安装等等类别,是指整个零件的数控加工与机器安装过程的总称。而其他的如清洗、查验、设备维护,油封等等都仅仅只是辅佐过程,车削的方法改变了原料或半成品的表面功能,职业21-09-03 09:45:01 -
 据中国报告大厅发布的2016-2020年中国机械零部件加工行业发展分析及投资潜力研究报告显示,近几年机械零部件的产能跟不上市场的发展,零件加工成为紧缺资源,目前的这个行业的市场前景非常的可观,但是考虑到未来发展,企业应该加强供应链的维护与建20-12-03 10:30:01
据中国报告大厅发布的2016-2020年中国机械零部件加工行业发展分析及投资潜力研究报告显示,近几年机械零部件的产能跟不上市场的发展,零件加工成为紧缺资源,目前的这个行业的市场前景非常的可观,但是考虑到未来发展,企业应该加强供应链的维护与建20-12-03 10:30:01 -
 1.直观法(望闻问切)问-机床的故障现象,加工状况等;看-CRT报警信息,报警指示灯,电容器等元件变形烟熏烧焦,保护器脱扣等;听-异常声响;闻-电气元件焦糊味及其它异味;摸-发热,振动,接触不良等。2.参数查看法参数通常是存放在RAM中,有20-09-11 09:33:01
1.直观法(望闻问切)问-机床的故障现象,加工状况等;看-CRT报警信息,报警指示灯,电容器等元件变形烟熏烧焦,保护器脱扣等;听-异常声响;闻-电气元件焦糊味及其它异味;摸-发热,振动,接触不良等。2.参数查看法参数通常是存放在RAM中,有20-09-11 09:33:01 -
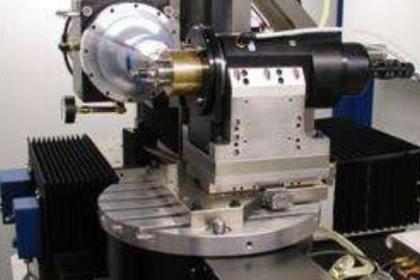
 提高运动精度。在满足部件强度和刚度的前提下,尽可能减小运动部件的质量,减小旋转零件的直径和质量,以减小运动部件的惯性,提高运动精度。导轨滚动导轨对赃物比较敏感,必须要有良好的防护装置,而且滚动导轨的预紧力选择要恰当,过大会使牵引力显着增加。21-08-23 10:12:01
提高运动精度。在满足部件强度和刚度的前提下,尽可能减小运动部件的质量,减小旋转零件的直径和质量,以减小运动部件的惯性,提高运动精度。导轨滚动导轨对赃物比较敏感,必须要有良好的防护装置,而且滚动导轨的预紧力选择要恰当,过大会使牵引力显着增加。21-08-23 10:12:01 -
 机械加工进程中常常需求热处理。热处理工序的安排如下:为了行进金属的切削功用,如退火、正火、调质等,通常在机械加工行进行。为了消除内应力,如时效处理和调质处理等,一般在粗加工之后,精加工之行进行。为了行进零件的机械功用,渗碳、淬火、回火等,一21-09-03 10:51:01
机械加工进程中常常需求热处理。热处理工序的安排如下:为了行进金属的切削功用,如退火、正火、调质等,通常在机械加工行进行。为了消除内应力,如时效处理和调质处理等,一般在粗加工之后,精加工之行进行。为了行进零件的机械功用,渗碳、淬火、回火等,一21-09-03 10:51:01 -
1.需要进行涂装的湖南机械加工工件外表在涂装前,有必要将铁锈、氧化皮、油脂、尘埃、泥土、盐和污物等去除。2.除锈前,先用有机溶剂、碱液、乳化剂、蒸汽等除去工件外表的油脂、污垢。3.经喷丸或手艺除锈的待涂外表与涂底漆的时间距离不得多于6h。420-09-11 08:42:01
-
铣削是使用旋转刀具切除金属的加工,这种刀具具有多个切削刀刃,称为铣刀。 磨削是使用一种称为砂轮的磨削轮来切除金属的加工方法。磨削对工件进行精加工,加工后的工件尺寸、表面光洁。磨削圆形工件时,工件一面旋转,一面向旋转着的砂轮进给。磨制扁平工件21-09-03 09:33:01
-
 基准标点精密制造从事精密机加工、精密钣金加工,在湖南省湘潭市的雨湖、岳塘、湘乡、韶山、湘潭县、九华工业园、娄底、衡阳、邵阳开展相关的机加工业务。 湖南基准标点精密制造有限公司成立于2020年,位于雨花经济开发区,主要从事精密机加工、精密钣20-07-29 10:18:51
基准标点精密制造从事精密机加工、精密钣金加工,在湖南省湘潭市的雨湖、岳塘、湘乡、韶山、湘潭县、九华工业园、娄底、衡阳、邵阳开展相关的机加工业务。 湖南基准标点精密制造有限公司成立于2020年,位于雨花经济开发区,主要从事精密机加工、精密钣20-07-29 10:18:51 -
 金属板材加工就叫钣金加工。具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天圆地方、漏斗形等,主要工序有剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。钣金件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加21-07-20 09:45:01
金属板材加工就叫钣金加工。具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天圆地方、漏斗形等,主要工序有剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。钣金件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加21-07-20 09:45:01
被浏览过 2309553 次 版权所有:湘潭基准标点机械加工有限公司(ID:10982054) 技术支持:胡俊芝
第11年

