

-
- 公司:
- 湘潭基准标点机械加工有限公司
-
- 联系:
- 罗先生
-
- 手机:
-
17607328508
-
- 地址:
- 长沙市雨花区环保科技产业园汽配路9号车间
-
- 网站:
- www.hnbmpm.com


- 电路设计设计流程4299阅读 2021-03-23 08:06:03
- PCB特点?2376阅读 2021-03-23 08:04:48
- 电路板究竟是如何生产出来的?4245阅读 2021-03-23 08:03:42
- PCB设计中电源处理与平面分割4363阅读 2021-03-23 08:02:32
- PCB设计中焊盘的设计标准4216阅读 2021-03-23 08:01:21

湘潭钣金加工厂,给您满意服务
2024-04-18 10:00:02 1129次浏览

价 格:面议
对于率的金属切削加工来说,被加工材料、切削工具、切削条件是三大要素。这些决定着加工时间、刀具寿命和加工质量。经济有效的加工方式必然是合理的选择了切削条件。切削条件的三要素:切削速度、进给量和切深直接引起刀具的损伤。伴随着切削速度的提高,刀尖温度会上升,会产生机械的、化学的、热的磨损。切削速度提高刀具寿命会减少1/2。
数控立铣刀这个刀具是加工中心常用的。制作原料不同能够分为白钢刀钨钢刀。也可按照用途分为铝用铣刀,铁铣刀。白钢铣刀由于造价便宜一般用来加工要求不是很高的产品,开粗以及一些外表要求不高的产品,铝用铣刀首要铣削铝常用,加工起来有利于产品外表光泽度,假如用来加工钢铁一类。那么很简单会报废掉的。加工钢铁一类一般运用钨钢铣刀,因为外表有镀层,简单耐高温。加工时主轴转速能够恰当减慢。还有一点铝用铣刀也是有钨钢原料制作而成。
工步是在加工表面不变、加工工具不变、切削用量不变的条件下走刀又叫工作行程,是加工工具在加工表面上加工一次所完成的工步。制定机械加工工艺过程,必须确定该工件要经过几道工序以及工序进行的先后顺序,仅列出主要工序名称及其加工顺序的简略工艺过程,称为工艺路线。
加工需要的机械由数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走 丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工, 此类机械擅长精密零件的车、铣、刨、磨等加工,可以加工各种不规则形状零件,加工精度可达2μm。
-
 一般CNC加工通常是指计算机数字化控制精密机械加工,CNC加工车床、CNC加工铣床、CNC加工镗铣床等。CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加21-12-07 17:30:01
一般CNC加工通常是指计算机数字化控制精密机械加工,CNC加工车床、CNC加工铣床、CNC加工镗铣床等。CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加21-12-07 17:30:01 -
 cnc加工部位相互间的位置尺寸。在检查完位置尺寸后要对粗加工的形状尺进行测量(圆弧除外)。零件经过粗加工确认后进行精加工。精加工前对图纸部位的形状尺寸进自检:对垂直面的加工部位检测其基本长宽尺寸;对斜面的加工部位测量图纸上标出的基点尺寸。完20-12-03 10:33:01
cnc加工部位相互间的位置尺寸。在检查完位置尺寸后要对粗加工的形状尺进行测量(圆弧除外)。零件经过粗加工确认后进行精加工。精加工前对图纸部位的形状尺寸进自检:对垂直面的加工部位检测其基本长宽尺寸;对斜面的加工部位测量图纸上标出的基点尺寸。完20-12-03 10:33:01 -
 适用范围 1、 各种金属零件加工; 2、 钣金、箱体、金属结构; 3、 钛合金、高温合金、非金属等机械加工; 4、 风洞燃烧室设计制造; 5、 非标设备设计制造。 6、 模具设计制造。加工需要的机械由数显铣床、数显成型磨床、数显车床、电火花21-07-24 11:51:01
适用范围 1、 各种金属零件加工; 2、 钣金、箱体、金属结构; 3、 钛合金、高温合金、非金属等机械加工; 4、 风洞燃烧室设计制造; 5、 非标设备设计制造。 6、 模具设计制造。加工需要的机械由数显铣床、数显成型磨床、数显车床、电火花21-07-24 11:51:01 -
 机械加工是指通过一种机械设备对工件的外形尺寸或性能进行改变的过程。按加工方式上的差别可分为切削加工和压力加工。机器的生产过程是指从原材料(或半成品)制成产品的全部过程。对机器生产而言包括原材料的运输和保存,生产的准备,毛坯的制造,零件的加工21-04-02 11:15:01
机械加工是指通过一种机械设备对工件的外形尺寸或性能进行改变的过程。按加工方式上的差别可分为切削加工和压力加工。机器的生产过程是指从原材料(或半成品)制成产品的全部过程。对机器生产而言包括原材料的运输和保存,生产的准备,毛坯的制造,零件的加工21-04-02 11:15:01 -
 提高传动精度调节各运动副预紧力,调整松动环节,消除传动间隙,缩短传动链和在传动链中设置减速齿轮,也可提高传动精度。提高传动刚度。调节丝杠螺母副、支承部件的预紧力及合理选择丝杠本身尺寸,是提高传动刚度的有效措施。刚度不足还会导致工作台或拖板产21-08-23 09:03:01
提高传动精度调节各运动副预紧力,调整松动环节,消除传动间隙,缩短传动链和在传动链中设置减速齿轮,也可提高传动精度。提高传动刚度。调节丝杠螺母副、支承部件的预紧力及合理选择丝杠本身尺寸,是提高传动刚度的有效措施。刚度不足还会导致工作台或拖板产21-08-23 09:03:01 -
 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要求获得极高的表20-11-18 14:48:01
精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要求获得极高的表20-11-18 14:48:01 -
 目前液压卡盘和液压夹紧油缸的连接是靠拉杆实现的。液压卡盘夹紧要点如下:首先用搬手卸下液压油缸上的螺帽,卸下拉管,并从主轴后端抽出,再用搬手卸下卡盘固定螺钉,即可卸下卡盘。刀具上的修光刃指的是在刀具刀刃后面副偏角方向磨出的一小段与刀尖平行的刀20-09-11 09:15:01
目前液压卡盘和液压夹紧油缸的连接是靠拉杆实现的。液压卡盘夹紧要点如下:首先用搬手卸下液压油缸上的螺帽,卸下拉管,并从主轴后端抽出,再用搬手卸下卡盘固定螺钉,即可卸下卡盘。刀具上的修光刃指的是在刀具刀刃后面副偏角方向磨出的一小段与刀尖平行的刀20-09-11 09:15:01 -
 钣金加工一般用到的材料有冷轧板(SPCC)、热轧板(SHCC)、镀锌板(SECC、SGCC),铜(CU)黄铜、紫铜、铍铜,铝板(6061、5052、1010、1060、6063、硬铝等),不锈钢(镜面、拉丝面、雾面),根据产品作用不同,选用21-08-11 16:57:02
钣金加工一般用到的材料有冷轧板(SPCC)、热轧板(SHCC)、镀锌板(SECC、SGCC),铜(CU)黄铜、紫铜、铍铜,铝板(6061、5052、1010、1060、6063、硬铝等),不锈钢(镜面、拉丝面、雾面),根据产品作用不同,选用21-08-11 16:57:02 -
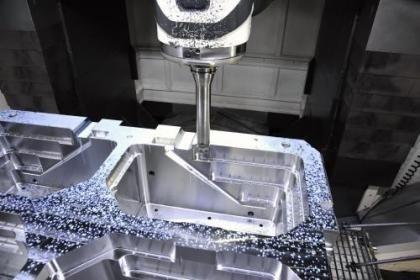
 CNC加工前,用校表先检测刀具是否摆动在允许的公差范围内,刀头及锁咀要加工前用风枪 吹干净、或用布擦净方可装刀,太脏对工件的精度和质量有一定的影响。装夹时,注意看清楚CNC加工工件和程式单的名称、型号是否相同,材料尺寸是否匹配,装夹高度是否21-08-23 10:33:01
CNC加工前,用校表先检测刀具是否摆动在允许的公差范围内,刀头及锁咀要加工前用风枪 吹干净、或用布擦净方可装刀,太脏对工件的精度和质量有一定的影响。装夹时,注意看清楚CNC加工工件和程式单的名称、型号是否相同,材料尺寸是否匹配,装夹高度是否21-08-23 10:33:01 -
 下面为大家分析电脑锣CNC加工中心的操作流程和注意事项,让大家在工作中能更快、更好的完成工作,提高效率。 电脑锣CNC加工中心的操作流程,在加工前检测标准: 中、抄数,每次分中完成后,先抄好工作座标数,清零后再重新检20-07-29 10:24:29
下面为大家分析电脑锣CNC加工中心的操作流程和注意事项,让大家在工作中能更快、更好的完成工作,提高效率。 电脑锣CNC加工中心的操作流程,在加工前检测标准: 中、抄数,每次分中完成后,先抄好工作座标数,清零后再重新检20-07-29 10:24:29 -
 精密机械加工是一种用加工机械对工件的外形尺寸或性能进行改变的过程。按被加工的工件处于的温度状态﹐分为冷加工和热加工。一般在常温下加工,并且不引起工件的化学或物相变化﹐称冷加工。一般在高于或低于常温状态的加工﹐会引起工件的化学或物相变化﹐称热20-11-18 14:12:01
精密机械加工是一种用加工机械对工件的外形尺寸或性能进行改变的过程。按被加工的工件处于的温度状态﹐分为冷加工和热加工。一般在常温下加工,并且不引起工件的化学或物相变化﹐称冷加工。一般在高于或低于常温状态的加工﹐会引起工件的化学或物相变化﹐称热20-11-18 14:12:01 -
cnc加工工艺的编制应具有严格的带钢合理性。CNC工艺复杂,影响因素多,需要深入思考CNC加工的全过程,有良好的带钢理性,才能对CNC工艺进行良好编程。由于CNC加工的自动化程度高,适应性差,出现问题时,工作人员难以现场纠正,轻型者制造加工20-12-03 11:15:01
-
 制定机械加工工艺过程,必须确定该工件要经过几道工序以及工序进行的先后顺序,仅列出主要工序名称及其加工顺序的简略工艺过程,称为工艺路线。工艺路线的拟定是制定工艺过程的总体布局,主要任务是选择各个表面的加工方法,确定各个表面的加工顺序,以及整个21-04-02 10:45:01
制定机械加工工艺过程,必须确定该工件要经过几道工序以及工序进行的先后顺序,仅列出主要工序名称及其加工顺序的简略工艺过程,称为工艺路线。工艺路线的拟定是制定工艺过程的总体布局,主要任务是选择各个表面的加工方法,确定各个表面的加工顺序,以及整个21-04-02 10:45:01 -
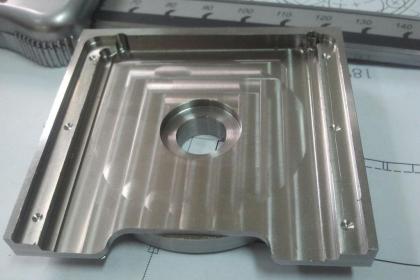
 非标准精密机械零件加工拆卸钳口,加工两个M4螺纹孔,将两块厚度为1.5mm的钢板与钳口平整,用铝铆钉铆接厚度为0.8mm的硬黄铜板,用M4埋头螺钉固定在钳口上,形成耐久的软钳口。这样可以保护精密机械零件不被夹住。在数控车床加工五金件中凡是能21-07-30 17:57:01
非标准精密机械零件加工拆卸钳口,加工两个M4螺纹孔,将两块厚度为1.5mm的钢板与钳口平整,用铝铆钉铆接厚度为0.8mm的硬黄铜板,用M4埋头螺钉固定在钳口上,形成耐久的软钳口。这样可以保护精密机械零件不被夹住。在数控车床加工五金件中凡是能21-07-30 17:57:01 -
 精密cnc加工其实是指数控加工,先将需要加工的图纸编程写进程序后,再将电脑连接到cnc加工机床,通过编程来命令cnc加工机床运作,完成精密零件加工。精密cnc加工主要适用于小批量、大批量多种类零配件加工,cnc加工零件精度非常高,因此服务于20-12-03 10:48:02
精密cnc加工其实是指数控加工,先将需要加工的图纸编程写进程序后,再将电脑连接到cnc加工机床,通过编程来命令cnc加工机床运作,完成精密零件加工。精密cnc加工主要适用于小批量、大批量多种类零配件加工,cnc加工零件精度非常高,因此服务于20-12-03 10:48:02 -
 数控立铣刀这个刀具是加工中心最常用的。制作原料不同能够分为白钢刀钨钢刀。也可按照用途分为铝用铣刀,铁铣刀。白钢铣刀由于造价便宜一般用来加工要求不是很高的产品,开粗以及一些外表要求不高的产品,铝用铣刀首要铣削铝常用,加工起来有利于产品外表光泽20-09-11 10:45:01
数控立铣刀这个刀具是加工中心最常用的。制作原料不同能够分为白钢刀钨钢刀。也可按照用途分为铝用铣刀,铁铣刀。白钢铣刀由于造价便宜一般用来加工要求不是很高的产品,开粗以及一些外表要求不高的产品,铝用铣刀首要铣削铝常用,加工起来有利于产品外表光泽20-09-11 10:45:01 -
 机械加工的工艺基准包含定位基准,在数控车床进行加工时车床或许夹具所运用的定位基准。测量基准,这一基准一般指代的是在查验时需求恪守的尺寸或许方位的标准。安装基准,这一基准咱们一般是指在进行安装工艺的时候零件的方位标准。 机械加工需求出产稳定的21-08-30 10:39:01
机械加工的工艺基准包含定位基准,在数控车床进行加工时车床或许夹具所运用的定位基准。测量基准,这一基准一般指代的是在查验时需求恪守的尺寸或许方位的标准。安装基准,这一基准咱们一般是指在进行安装工艺的时候零件的方位标准。 机械加工需求出产稳定的21-08-30 10:39:01 -
 卧式CNC加工。皮带轮传动时,如果皮带轮与轮轴之间滑动,可以在轮轴上用圆圈15~18mm的钻头切开一系列的窝,形成吸附力,防止滑动。非标准精密机械零件加工中常用的小技术。工件通常在夹紧前定位,但对于某些工件,夹紧会导致工件变形。因此,对于这21-07-30 16:57:01
卧式CNC加工。皮带轮传动时,如果皮带轮与轮轴之间滑动,可以在轮轴上用圆圈15~18mm的钻头切开一系列的窝,形成吸附力,防止滑动。非标准精密机械零件加工中常用的小技术。工件通常在夹紧前定位,但对于某些工件,夹紧会导致工件变形。因此,对于这21-07-30 16:57:01 -
 钣金加工一般用到的材料有冷轧板(SPCC)、热轧板(SHCC)、镀锌板(SECC、SGCC),铜(CU)黄铜、紫铜、铍铜,铝板(6061、5052、1010、1060、6063、硬铝等),不锈钢(镜面、拉丝面、雾面),根据产品作用不同,选用21-07-20 09:27:01
钣金加工一般用到的材料有冷轧板(SPCC)、热轧板(SHCC)、镀锌板(SECC、SGCC),铜(CU)黄铜、紫铜、铍铜,铝板(6061、5052、1010、1060、6063、硬铝等),不锈钢(镜面、拉丝面、雾面),根据产品作用不同,选用21-07-20 09:27:01 -
 专注于钣金的设计、开发、制造、加工一体化服务,主要制作钣金机箱、机柜外壳、电子产品五金外壳及其他五金结构件。钣金件加工,专业设备,工艺可靠,按需定制,质量严格把关。钣金件加工,湘潭基准标点机械加工有限公司是您放心的选择。金属板材加工就叫钣金21-07-20 10:51:01
专注于钣金的设计、开发、制造、加工一体化服务,主要制作钣金机箱、机柜外壳、电子产品五金外壳及其他五金结构件。钣金件加工,专业设备,工艺可靠,按需定制,质量严格把关。钣金件加工,湘潭基准标点机械加工有限公司是您放心的选择。金属板材加工就叫钣金21-07-20 10:51:01
被浏览过 2295724 次 版权所有:湘潭基准标点机械加工有限公司(ID:10982054) 技术支持:胡俊芝
第11年

